

Cause analysis of black lines on HRB400E hot rolled ribbed bar
-
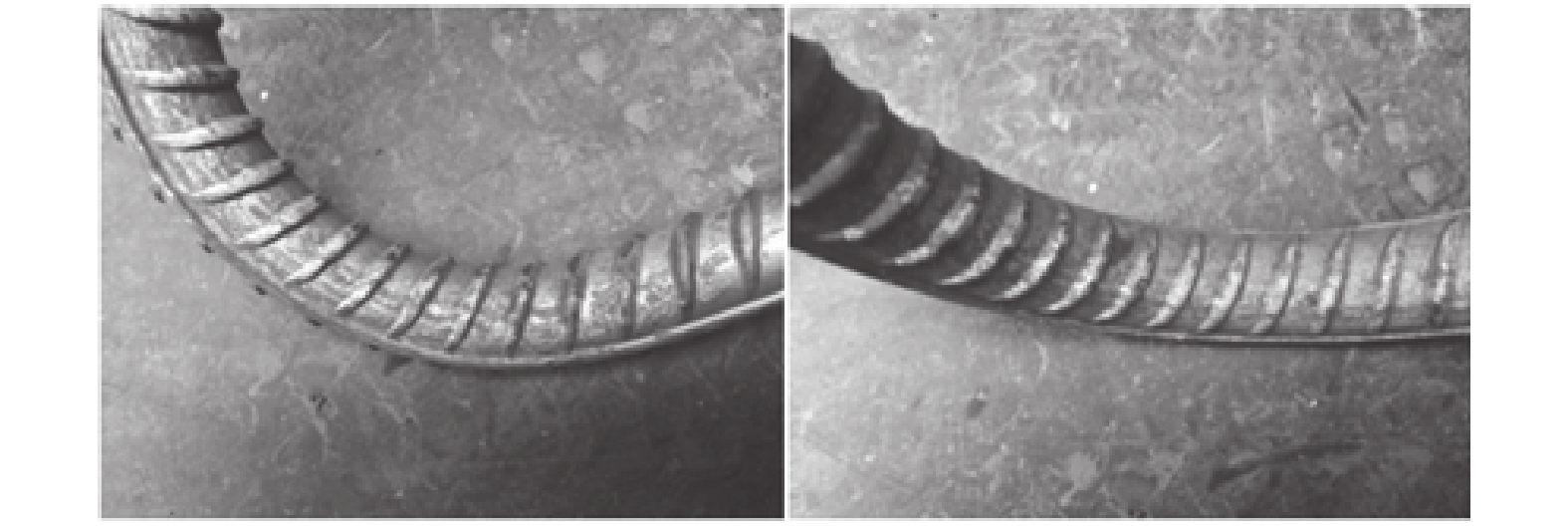
摘要: 针对某厂某一批次直径为Φ28 mm的HRB400E热轧带肋钢筋表面出现黑线的现象,利用金相显微镜、扫描电镜和X射线能谱仪对黑线试样进行观察和分析。结果表明,HRB400E钢筋表面黑线的产生,主要是由于结晶器保护渣或中间包覆盖剂卷入连铸坯以及浸入式水口熔损造成的复合型非金属夹杂物分布于钢坯中,钢筋在轧制过程中由于应力作用,在夹杂物边部产生裂纹,并随轧制的进行,裂纹进一步扩展、暴露,进而在钢筋表面形成黑线。经过优化连铸工艺参数,黑线基本得到了控制。Abstract: In view of the phenomenon of black lines existing on the several batches of HRB400E hot-rolled ribbed bar with a diameter of 28 mm, the samples had been checked and analyzed by optical microscope, scanning electron microscope and energy dispersive spectrometer. The results show that the main reason for black line is the existence of compound type inclusions formed by mold flux or tundish covering agent involving continuous cast billet and the liquate of the submersed nozzles, which distribute in billet. As a result of stress effect, the cracks grow along the inclusions and propagate during the rolling. The black lines on the HRB400E hot-rolled ribbed bar can be effectively eliminated by optimizing the process parameters of continuous casting.
-
Key words:
- hot-rolled ribbed bar /
- HRB400E /
- black lines /
- inclusions
-
表 1 缺陷样品成分分析结果
Table 1. Component analysis-result of defective samples
% 样品编号 C Si Mn P S GB/T 1499.2—2018 ≤0.25 ≤0.80 ≤1.60 ≤0.045 ≤0.045 熔炼成分 0.23 0.32 1.38 0.025 0.023 A 成品成分 0.24 0.30 1.39 0.028 0.022 B 成品成分 0.23 0.30 1.40 0.023 0.020  下载: 导出CSV
下载: 导出CSV
表 2 缺陷样品力学性能检验结果
Table 2. Test result for mechanical properties of defective samples
样品编号 屈服强度/MPa 抗拉强度/MPa 最大力总延伸率/% 强屈比 GB/T 1499.2—2018 400~520 ≥540 ≥9.0 ≥1.25 A 465 620 12.3 1.33 B 460 615 13.4 1.34
下载: 导出CSV
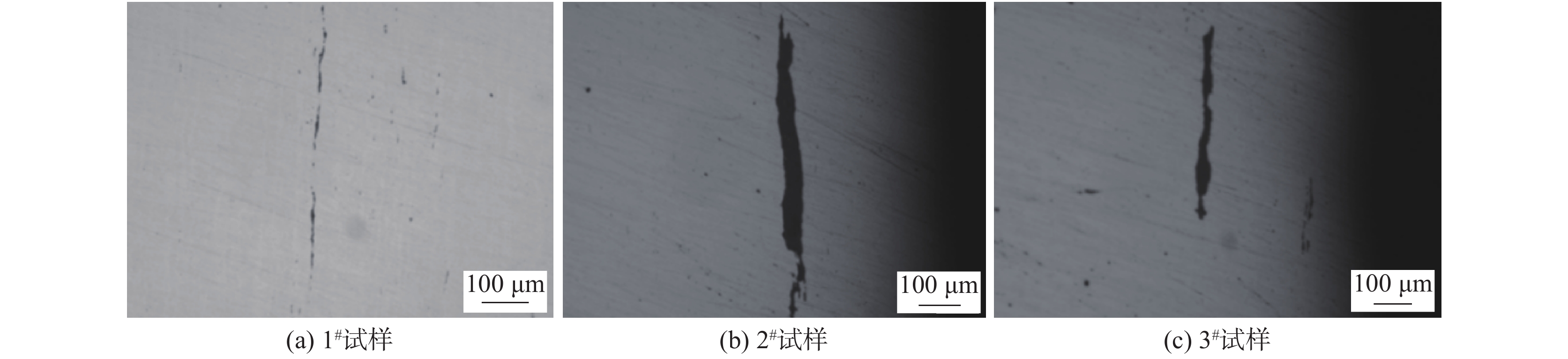
表 3 试样中夹杂物的主要化学成分
Table 3. Main chemical compositions of inclusions in samples
元素 w/% y/% 1# 2# 3# 1# 2# 3# C 6.02 3.31 7.49 11.28 6.28 13.11 O 44.83 37.75 42.72 63.01 53.77 56.13 Na 1.47 2.74 4.01 1.44 2.71 3.67 Mg 0.65 1.38 1.87 0.60 1.30 1.62 Al 1.94 2.52 3.75 1.62 2.13 2.92 Si 7.77 15.07 14.77 6.22 12.23 11.05 Ca 6.77 18.64 15.39 3.80 10.60 8.07 Mn 3.11 4.65 5.45 1.27 1.93 2.08 Fe 25.61 2.70 1.98 10.31 1.10 0.75 Zr 1.84 5.82 2.57 0.45 1.45 0.59 F 5.43 6.51 合计 100.00 100.00 100.00
下载: 导出CSV
-
[1] Su Ruixian. Analysis on formation of slag entrapment defects in concasting and control measures[J]. Special Steel, 2011,32(1):27−29. (苏瑞先. 连铸夹渣类缺陷的成因分析和控制措施[J]. 特殊钢, 2011,32(1):27−29. doi: 10.3969/j.issn.1003-8620.2011.01.008 [2] (丁俭. 薄板坯夹杂物分布和特点的研究[D]. 唐山: 河北理工学院, 2004.)Ding Jian. Studied the distribution and character of thin slab[D]. Tangshan: Heibei University of Science and Technolog, 2004. [3] Zhu Miaoyong, Wang Jun, Lei Hong, et al. Mechanism and control of slag entrapment of molten steel in mould during continuous casting[J]. Angang Technology, 2005,(2):1−4. (朱苗勇, 王军, 雷洪, 等. 连铸结晶器内钢水卷渣的机理与控制[J]. 鞍钢技术, 2005,(2):1−4. doi: 10.3969/j.issn.1006-4613.2005.02.001 -



 点击查看大图
点击查看大图

图(6) / 表(3)
计量
- 文章访问数: 251
- HTML全文浏览量: 55
- PDF下载量: 16
- 被引次数: 0

