

Influence of shaft shoulder diameter on microstructure and properties of Ti-6Al-4V friction stir welding joint
-
摘要: 作为搅拌摩擦焊用搅拌头的重要尺寸,轴肩直径对焊接接头组织性能都产生影响。采用不同轴肩直径进行了2 mm厚Ti-6Al-4V钛合金搅拌摩擦焊试验,并进行了显微组织的金相(OM)分析和电子背散射衍射(EBSD)分析,以及力学性能的测试与分析。结果表明,当轴肩直径在8~14 mm时,2 mm厚Ti-6Al-4V钛合金搅拌摩擦焊接头焊核区晶粒先细化后粗化、接头抗拉强度和接头系数先提高后下降;当轴肩直径为12 mm时,焊核区晶粒最细小,平均晶粒尺寸~7 μm,接头抗拉强度和接头系数最高,分别为929 MPa、91%。Abstract: As an important parameter for the stir head of friction stir welding (FSW), the diameter of the shaft shoulder has an effect on the microstructure and properties of the welded joints. The friction stir welding of Ti-6Al-4V titanium alloy with 2 mm thickness was carried out with different shaft shoulder diameters. The microstructure and mechanical properties were analyzed. The results show that when the diameter of the shoulder is at 8~14 mm, the grain in the nugget area of the Ti-6Al-4V FSW joint is first refined and then coarse, and the joint tensile strength and joint coefficient are first increased and then decreased. When the diameter of the shoulder is at 12 mm, the grain in the nugget area is the smallest with the average grain size of 7 μm, and the joint tensile strength and joint coefficient are the highest with the value at 929 MPa and 91% respectively.
-
Key words:
- titanium alloy /
- Ti-6Al-4V /
- friction stir welding /
- shaft shoulder diameter /
- microstructure /
- mechanical properties
-

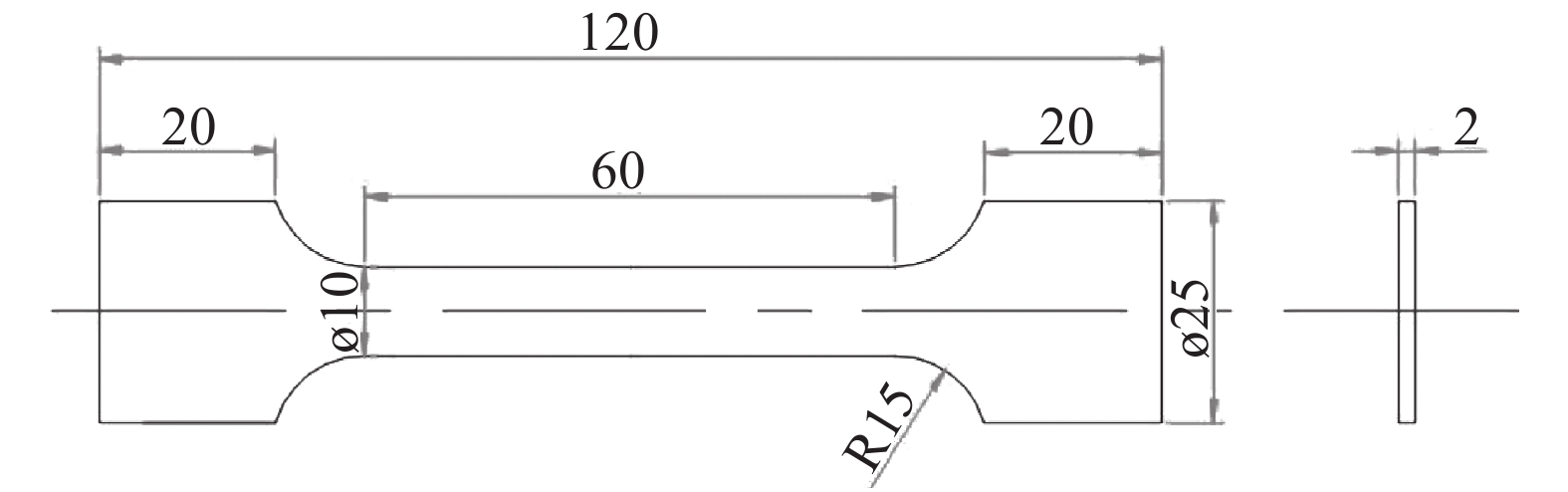
图 1 试验采用的搅拌摩擦焊机示意
Figure 1. Outline diagram of friction stir welding machine used in the test

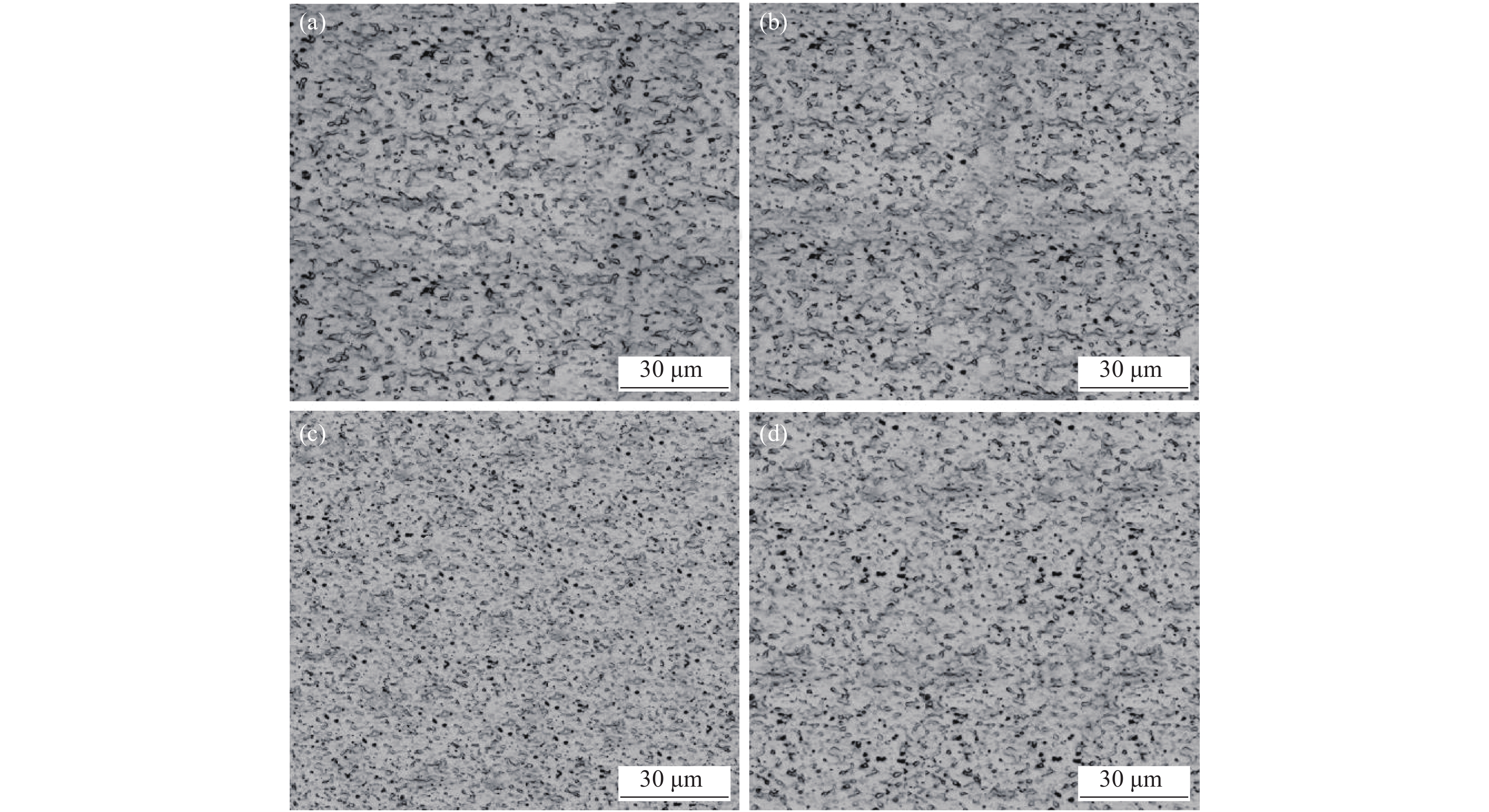
图 4 不同轴肩直径下焊接接头焊核区组织OM照片
(a)轴肩直径8 mm;(b)轴肩直径10 mm;(c)轴肩直径12 mm;(d)轴肩直径14 mm
Figure 4. OM photos of the welds in the stir zone by various shoulder diameters

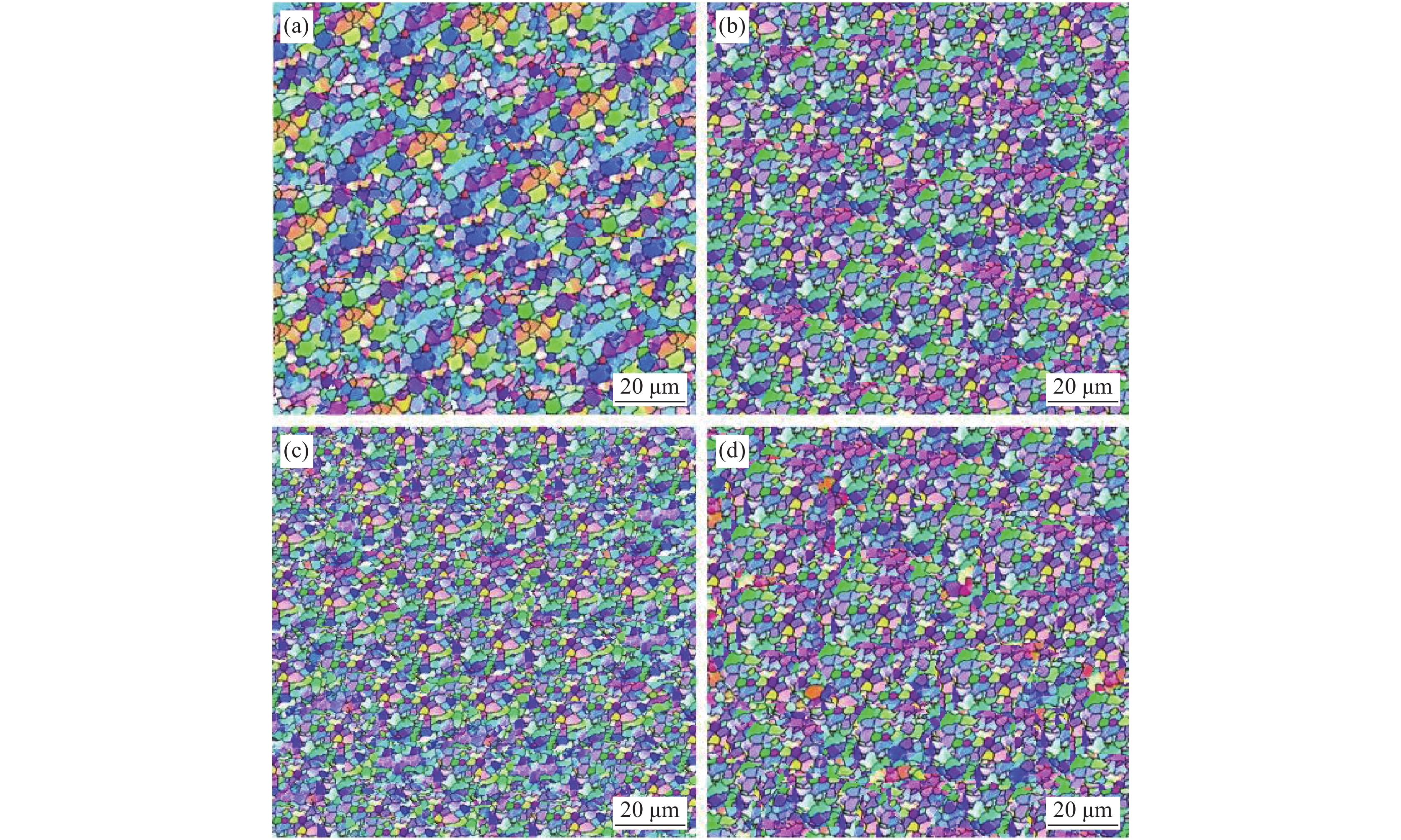
图 5 不同轴肩直径下焊接接头焊核区EBSD照片
(a)轴肩直径8 mm;(b)轴肩直径10 mm;(c)轴肩直径12 mm;(d)轴肩直径14 mm
Figure 5. EBSD photos of the welds in the stir zone by various shoulder diameters

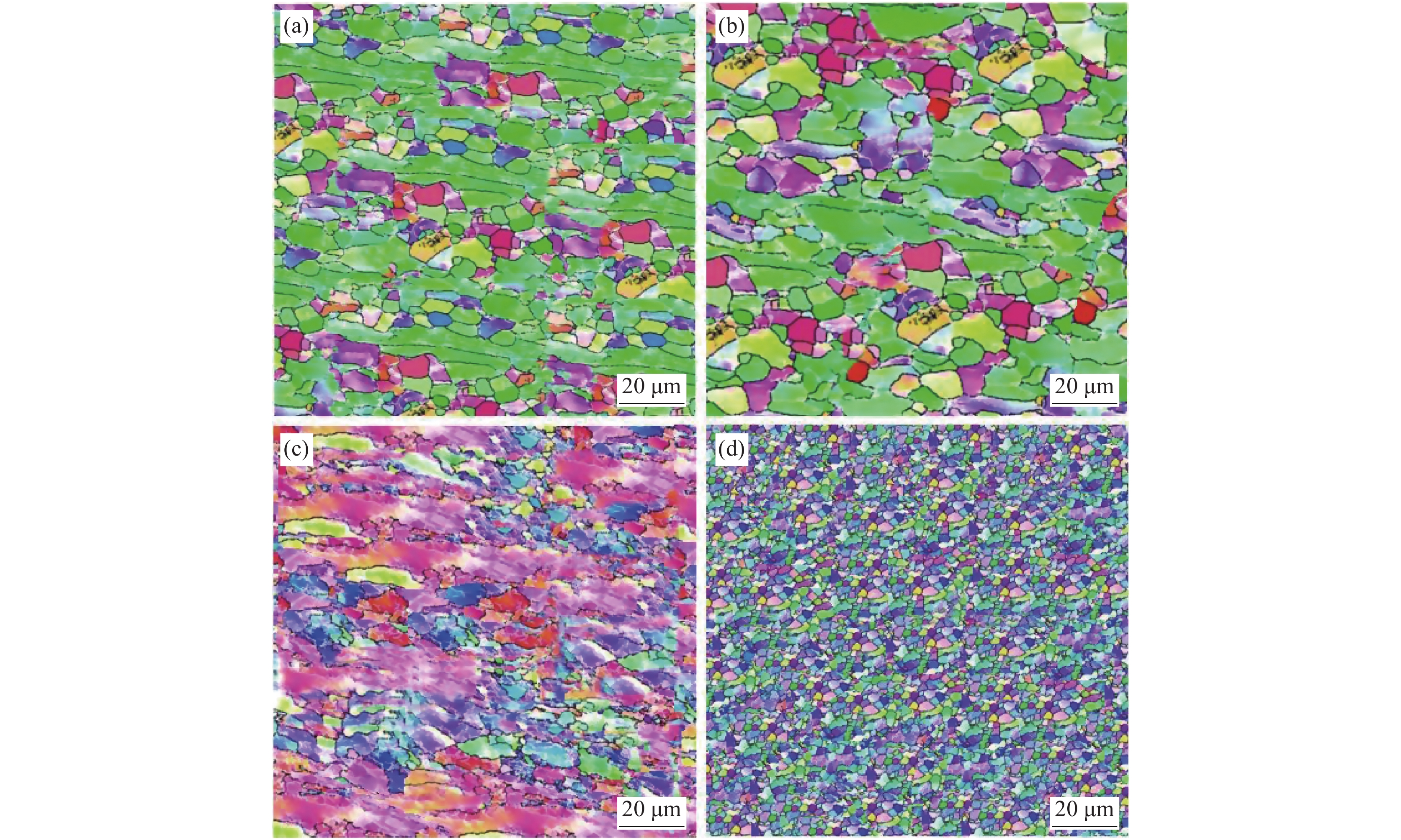
图 6 轴肩直径12 mm时焊接接头不同区域显微组织EBSD照片
(a)母材;(b)热影响区;(c)热机械影响区;(d)焊核区
Figure 6. EBSD photos of the welds in the different zones by shoulder diameter of 12 mm

图 7 不同轴肩直径下接头拉伸断口SEM照片
(a)轴肩直径8 mm;(b)轴肩直径10 mm;(c)轴肩直径12 mm;(d)轴肩直径14 mm
Figure 7. SEM photos of the welds’s tensile fracture by various shoulder diameters
表 1 不同轴肩直径下接头力学性能测试结果
Table 1. Mechanical properties of the welds by various shoulder diameters
焊缝编号 搅拌头轴肩直径/mm 抗拉强度/MPa 屈服强度/MPa 断后伸长率/% 接头系数/% 焊缝-8 8 872 811 10.5 85 焊缝-10 10 913 850 10.1 89 焊缝-12 12 929 872 10.0 91 焊缝-14 14 920 861 10.2 90  下载: 导出CSV
下载: 导出CSV
-
[1] Shao Shuai, Huang Yongde, Chen Yuhua. Research status on tools of friction stir welding in titanium alloy[J]. Journal of Netshape Forming Engineering, 2019,11(5):115−122. (邵帅, 黄永德, 陈玉华. 钛合金搅拌摩擦焊搅拌头研究现状[J]. 精密成形工程, 2019,11(5):115−122. doi: 10.3969/j.issn.1674-6457.2019.05.017 [2] Luo Hailong, Zhang Min, Chu Qiaoling, et al. Microstructure and bonding mechanism of friction stir brazing T2-TA1 lap joint[J]. Ordnance Material Science and Engineering, 2019,42(3):12−16. (罗海龙, 张敏, 褚巧玲, 等. T2-TA1搅拌摩擦钎焊接头显微组织及结合机理分析[J]. 兵器材料科学与工程, 2019,42(3):12−16. [3] Wang Yue, Ji Shude, Li Zhengwei, et al. Formation and tensile properties of friction stir welded TC4 titanium alloy joint below β-phase transus temperature[J]. The Chinese Journal of Nonferrous Metals, 2018,28(2):260−266. (王月, 姬书得, 李政玮, 等. 低于β相相变温度时TC4钛合金搅拌摩擦焊接头的成形及拉伸性能[J]. 中国有色金属学报, 2018,28(2):260−266. [4] Wang Yue, Zhang Liguo, Wen Quan, et al. Numerical simulation of temperature field during friction stir lap welding of TC4 titanium alloy[J]. Hot Working Technology, 2017,46(11):175−177. (王月, 张利国, 温泉, 等. TC4钛合金搅拌摩擦搭接焊的温度场模拟[J]. 热加工工艺, 2017,46(11):175−177. [5] Zhang Zhao, Tan Zhijun. Numerical simulation of grain growth of Ti-6A1-4V alloy in friction stir welding[J]. Ordnance Material Science and Engineering, 2017,40(3):7−11. (张昭, 谭治军. 搅拌摩擦焊接Ti-6Al-4V钛合金晶粒生长的数值模拟[J]. 兵器材料科学与工程, 2017,40(3):7−11. [6] Ji Shude, Zhuo Bin, Gao Shuangsheng, et al. Temperature field comparison of TC4 titanium between stationary shoulder friction stir welding and traditional friction stir welding[J]. Aeronautical Manufacturing Technology, 2016,(19):98−101. (姬书得, 卓彬, 高双胜, 等. TC4钛合金静止轴肩和传统搅拌摩擦焊的温度场对比[J]. 航空制造技术, 2016,(19):98−101. [7] Xiao Hanlin, Yue Yumei, Wang Yue, et al. Fatigue performance of TC4 titanium alloy friction stir welded joints[J]. Hot Working Technology, 2016,45(11):194−196. (肖翰林, 岳玉梅, 王月, 等. TC4钛合金搅拌摩擦焊接头的疲劳性能[J]. 热加工工艺, 2016,45(11):194−196. [8] Wu Lihui, Zhang Hao, Zeng Xianghao, et al. Achieving superior low temperature and high strain rate superplasticity in submerged friction stir welded Ti-6Al-4V alloy[J]. Science China. Materials, 2018,61(3):417−423. (吴利辉, 张昊, 曾祥浩, 等. Ti-6Al-4V合金水下搅拌摩擦焊接头的低温与高应变速率超塑性[J]. 中国科学: 材料科学(英文版), 2018,61(3):417−423. doi: 10.1007/s40843-017-9145-4 -



 点击查看大图
点击查看大图

计量
- 文章访问数: 401
- HTML全文浏览量: 85
- PDF下载量: 27
- 被引次数: 0

