

Effect of welding process on welding deformation of automobile control arm
-
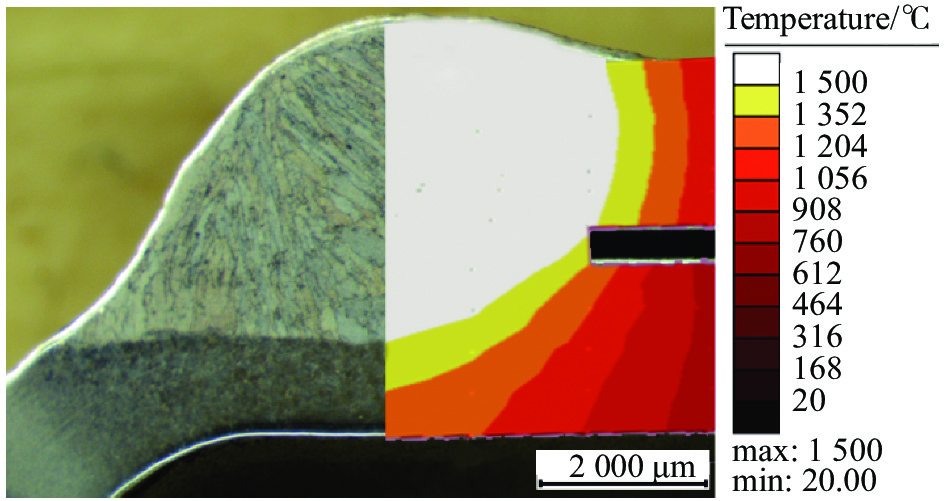
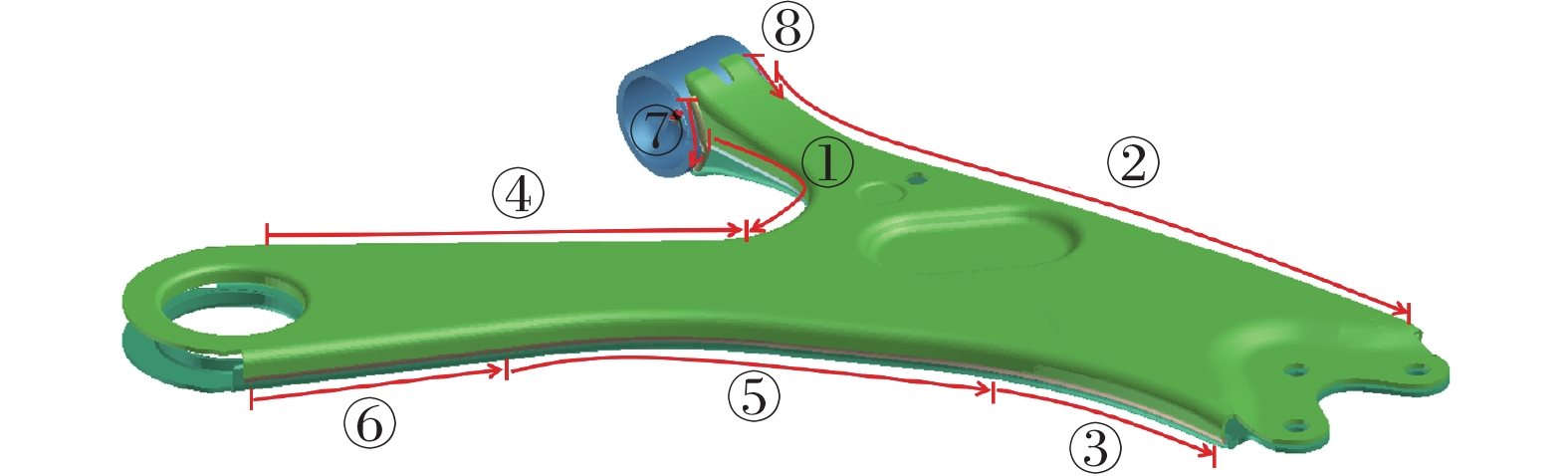
摘要: 以汽车控制臂焊接构件作为研究对象,利用SYSWELD软件对控制臂构件的焊接热输入和焊接顺序进行优化。结果表明:当焊接热输入偏小时(2015~2266 J/cm),控制臂上下片之间的角焊缝焊根位置会出现未焊透缺陷;当焊接热输入适中时(2527~2701 J/cm),角焊缝能获得较好的焊缝熔宽和熔深。此外,对比分析不同焊接顺序下控制臂的残余应力和变形,发现采用先中间后两边(①④③⑤⑥②⑦⑧)的焊接顺序有利于降低控制臂整体的残余应力峰值;采用其它的焊接顺序时,控制臂整体的残余应力峰值较高,焊接变形也较大。试验与仿真结果对比表明,仿真结果的准确性较高,利用有限元仿真能优化汽车控制臂的焊接工艺,提高控制臂产品的焊接质量。Abstract: Taking the control arm welding component of automobile parts factory as the research object, a SYSWELD software is used to optimize the welding heat input and welding sequence of control arm components. The results show that when the welding heat input is too low (2015~2266 J/cm), incomplete penetration will occur at the root of the fillet weld between the upper and lower pieces of the control arm. When the welding heat input is moderate (2527~2701 J/cm), the fillet weld can obtain better weld penetration width and penetration depth. In addition, by comparing and analyzing residual stress and deformation atcontrol arm under different welding sequences, it is found out that the welding sequence from the middle to the two sides (①④③⑤⑥②⑦⑧) is conducive to reducing peak residual stress of control arm as a whole. When other welding sequences are used, the peak residual stress and residual deformation of control arm are high. The comparison between the experimental and simulation results indicates that the accuracy of the simulation results is high. The finite element simulation can be used to optimize the welding process of the automobile control arm and improve the welding quality of the control arm products.
-
Key words:
- automobile control arm /
- welding deformation /
- SYSWELD /
- finite element simulation
-

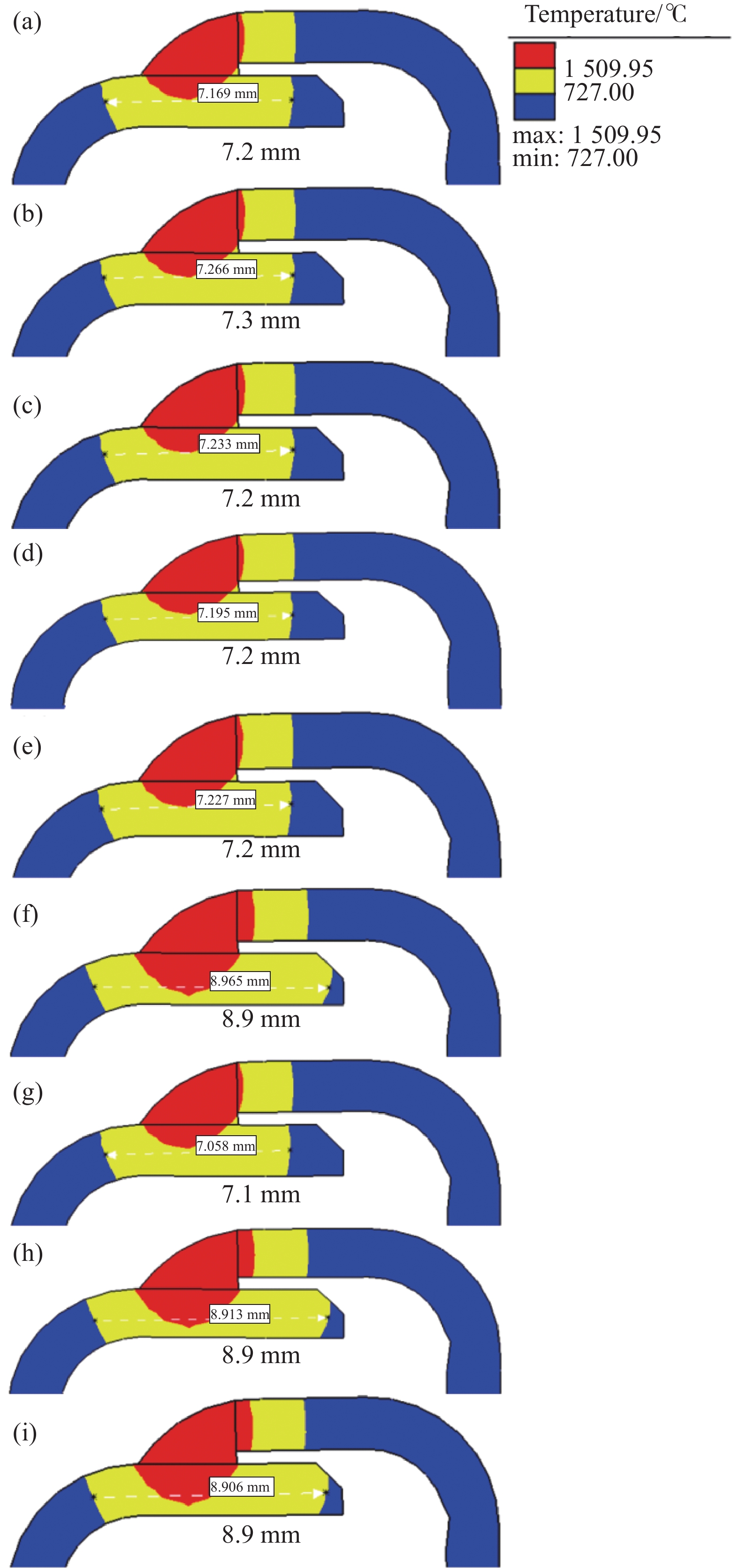
图 4 正交试验焊接接头温度场分布
(a)~(i)对应试验号1~9
Figure 4. Temperature field distribution at welding joint for orthogonal experiment

图 5 正交试验焊接接头变形场分布
(a)~(i)对应试验号1~9
Figure 5. Deformation field distribution at welding joint for orthogonal experiment

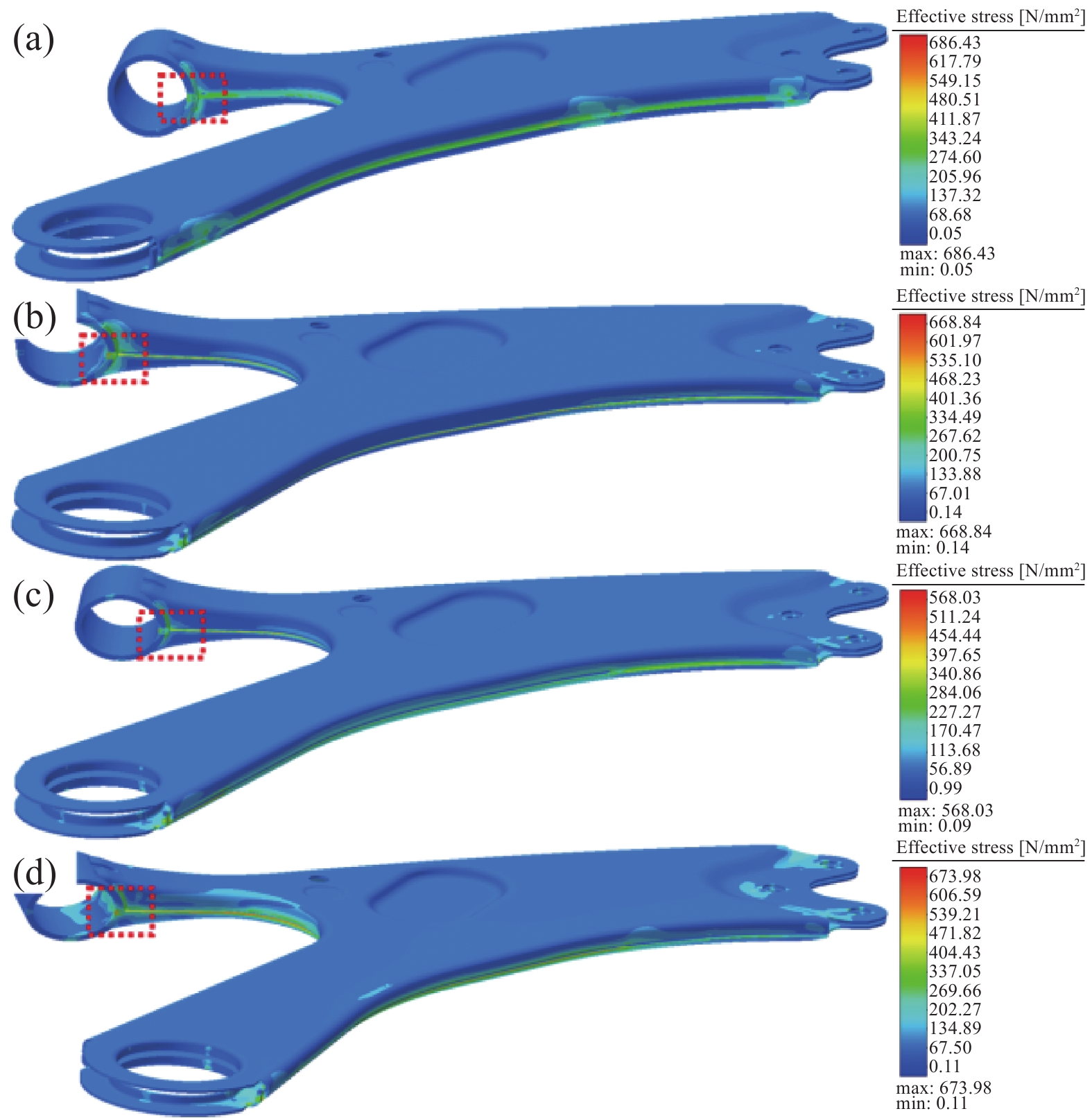
图 6 不同焊接顺序下控制臂构件的残余应力分布
(a)~(d)分别为方案1~4
Figure 6. Residual stress distribution in control arm with different welding sequence

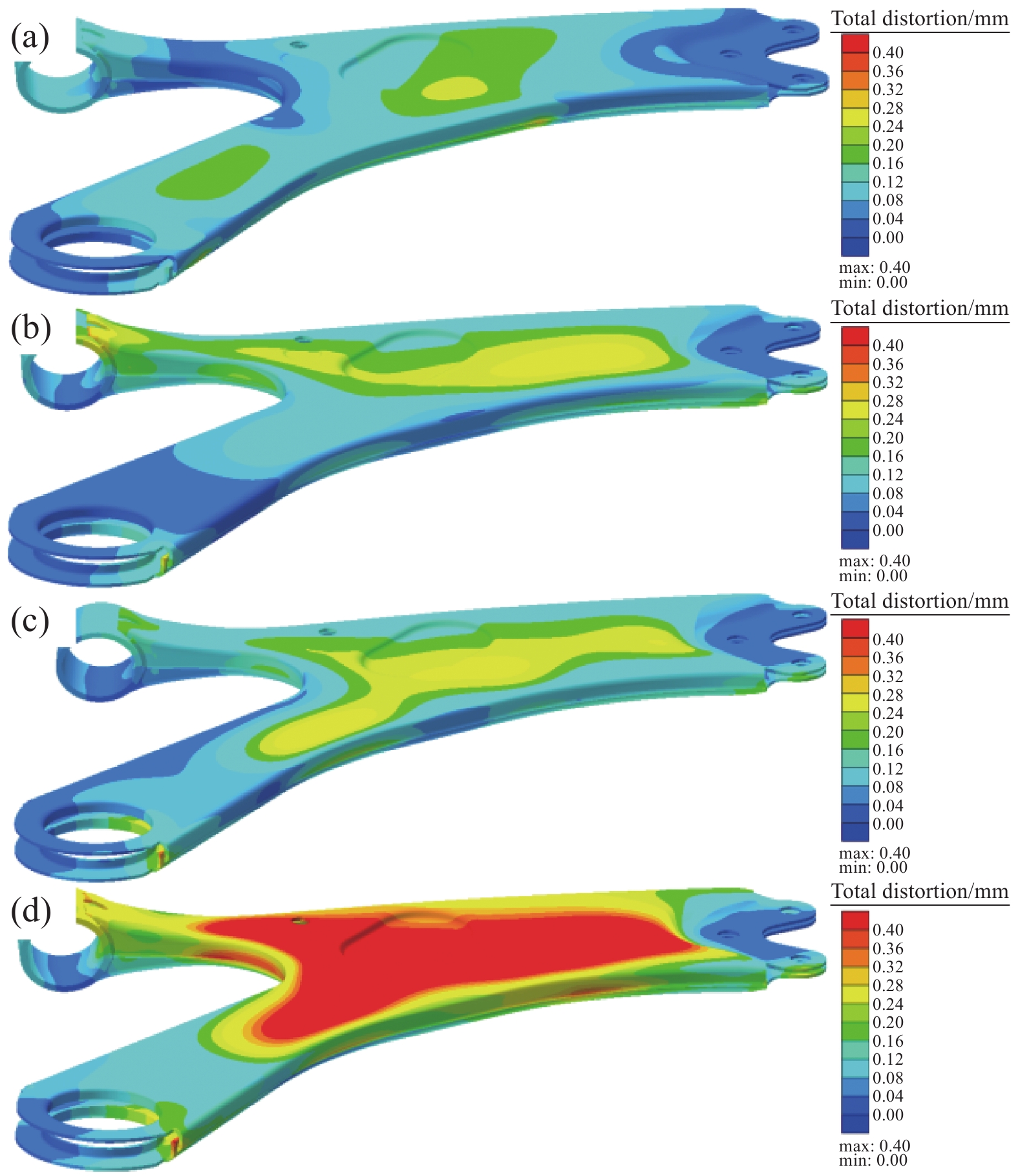
图 7 不同焊接顺序下控制臂构件的变形分布
(a)~(d)分别为方案1~4
Figure 7. Deformation distribution in control arm with different welding sequence
表 1 FB60钢化学成分
Table 1. Mass fraction of elements in FB60 steel
% C Si Mn P S Cr Ni Mo Nb V Fe 0.081 0.078 1.45 0.014 0.04 0.038 0.016 0.02 0.027 <0.01 Bal.  下载: 导出CSV
下载: 导出CSV
表 2 FB60钢的性能参数
Table 2. Performance parameters of FB60 steel
温度 /℃ 密度 /
(kg·m−3)导热率 /
(W·m−1 ·K−1)比热容 /
(J·kg−1 ·K−1)弹性
模量 /
GPa泊松
比热膨胀
系数 /
℃−125 7.85 70.6 440 33.8 0.289 8.72×10−6 100 7.85 65 445 0.292 11.8×10−6 200 7.85 60 450 0.296 13.2×10−6 300 7.85 55.6 452 118.6 0.3 14.1×10−6 400 7.85 50 400 0.304 14.8×10−6 500 7.85 47 350 0.308 15.1×10−6 600 7.85 42.9 298 30.3 0.321 15.2×10−6 700 7.85 40 250 0.329 15.2×10−6 900 7.85 37.8 108 3.47 0.345 11.9×10−6 1100 7.85 37 120 0.351 13.7×10−6
下载: 导出CSV
表 3 正交试验参数
Table 3. Orthogonal experimental parameters
编号 试验
方案(A)焊接
电压/V(B)焊接
电流/A(C)焊接速
度/(m·s−1)热输入/
(J·cm−1)接头
质量1 A1B1C1 18 155 0.008 2266 未焊透 2 A1B2C2 18 165 0.009 2145 未焊透 3 A1B3C3 18 175 0.010 2047 未焊透 4 A2B1C2 19 155 0.009 2126 未焊透 5 A2B2C3 19 165 0.010 2037 未焊透 6 A2B3C1 19 175 0.008 2701 完全焊透 7 A3B1C3 20 155 0.010 2015 未焊透 8 A3B2C1 20 165 0.008 2681 完全焊透 9 A3B3C2 20 175 0.009 2527 完全焊透
下载: 导出CSV
表 4 施焊顺序方案
Table 4. Welding sequence scheme
编号 焊接顺序 方案1 ①②③④⑤⑥⑦⑧ 方案2 ①④②⑥⑤③⑦⑧ 方案3 ①④③⑤⑥②⑦⑧ 方案4 ②③⑤⑥①④⑦⑧
下载: 导出CSV
表 5 试验和模拟结果对比
Table 5. Comparison of experimental and simulation results
编号 控制臂最大残余应力/MPa 控制臂最大残余变形/mm 计算仿真 568 0.41 实际焊接 536 0.39
下载: 导出CSV
-
[1] 蒋荣超. 轿车悬架零部件性能匹配与轻量化多目标优化方法研究[D]. 吉林: 吉林大学, 2016.Jiang Rongchao. Research on lightweight multi-objective optimization method and performance matching for car suspension components[D]. Jilin: Jilin University, 2016. [2] Jin Yi, Liu Jin, Zhen Tong, et al. Research on fatigue behavior of 800 MPa grade high strength steel used for chassis control arm[J]. Shanghai Metals, 2021,43(6):47−51. (金一, 柳进, 甄彤, 等. 底盘控制臂用800 MPa级高强度钢的疲劳特性研究[J]. 上海金属, 2021,43(6):47−51. [3] Li Y, Yang H, Xing Z. Numerical simulation and process optimization of squeeze casting process of an automobile control arm[J]. The International Journal of Advanced Manufacturing Technology, 2017,88(1):941−947. [4] Lu Chunyan, Xu Zhaolei, Liu Hejun, et al. Multi-objective topology optimization design of automobile suspension control arm[J]. Mechanical & Electrical Engineering Technology, 2021,50(10):93−95,131. (鲁春艳, 徐赵磊, 刘何俊, 等. 汽车悬架控制臂多目标拓扑优化设计[J]. 机电工程技术, 2021,50(10):93−95,131. [5] Zhang Yi, Han Yang, Zhang Zhou. Numerical simulation of stress and deformation of Q690D high-strength steel thick plate multi-layer and multi-pass welding[J]. Hot Working Technology, 2022,51(8):117−121. (张义, 韩阳, 张舟. Q690D高强钢厚板多层多道焊应力与变形的数值模拟[J]. 热加工工艺, 2022,51(8):117−121. [6] Zheng B, Yang S, Jin X, et al. Test on residual stress distribution of welded S600E high-strength stainless steel sections[J]. Journal of Constructional Steel Research, 2020,168:105994. doi: 10.1016/j.jcsr.2020.105994 [7] Colombo T C A, Rego R, Faria A R D, et al. Processing-induced residual stresses in TWIP steel weld spots[J]. Materials and Manufacturing Processes, 2020,32(5):572−578. [8] Kromm A, Lausch T, Schröpfer D, et al. Influence of welding stresses on relief cracking during heat treatment of a creep-resistant 13CrMoV steel: part I-effect of heat control on welding stresses and stress relief cracking[J]. Welding in the World, 2020,64(5):807−817. doi: 10.1007/s40194-020-00875-6 [9] Dong Xianchun, Zhang Xi, Chen Yanqing. Microstructure and toughness in the coarse grain region of low carbon bainite high strength steel plate for Q690CFD[J]. Iron Steel Vanadium Titanium, 2011,32(1):62−66. (董现春, 张熹, 陈延清. 低碳贝氏体高强钢Q690CFD焊接粗晶区组织韧性[J]. 钢铁钒钛, 2011,32(1):62−66. [10] Yi J, Zhang J, Cao S, et al. Effect of welding sequence on residual stress and deformation of 6061-T6 aluminium alloy automobile component[J]. Transactions of Nonferrous Metals Society of China, 2019,29(2):9−15. [11] Pavan A R, Arivazhagan B, Vasudevan M, et al. Numerical simulation and validation of residual stresses and distortion in type 316L (N) stainless steel weld joints fabricated by advanced welding techniques[J]. CIRP Journal of Manufacturing Science and Technology, 2022,39:294−307. doi: 10.1016/j.cirpj.2022.08.010 [12] Ghafouri M, Ahn J, Mourujärvi J, et al. Finite element simulation of welding distortions in ultra-high strength steel S960 MC including comprehensive thermal and solid-state phase transformation models[J]. Engineering Structures, 2020,219:110804. doi: 10.1016/j.engstruct.2020.110804 [13] Rong Y, Xu J, Huang Y, et al. Review on finite element analysis of welding deformation and residual stress[J]. Science and Technology of Welding and Joining, 2018,23(3):198−208. doi: 10.1080/13621718.2017.1361673 [14] Wang X, Gong J, Zhao Y, et al. Numerical simulation to study the effect of arc travelling speed and welding sequences on residual stresses in welded sections of new ferritic p92 pipes[J]. High Temperature Materials and Processes, 2016,35(2):121−128. doi: 10.1515/htmp-2014-0170 -


 点击查看大图
点击查看大图

计量
- 文章访问数: 335
- HTML全文浏览量: 93
- PDF下载量: 15
- 被引次数: 0

