

Processing parameters, microstructures and mechanical property of Al/steel dissimilar metals butt joint made by CMT welding-brazing
-
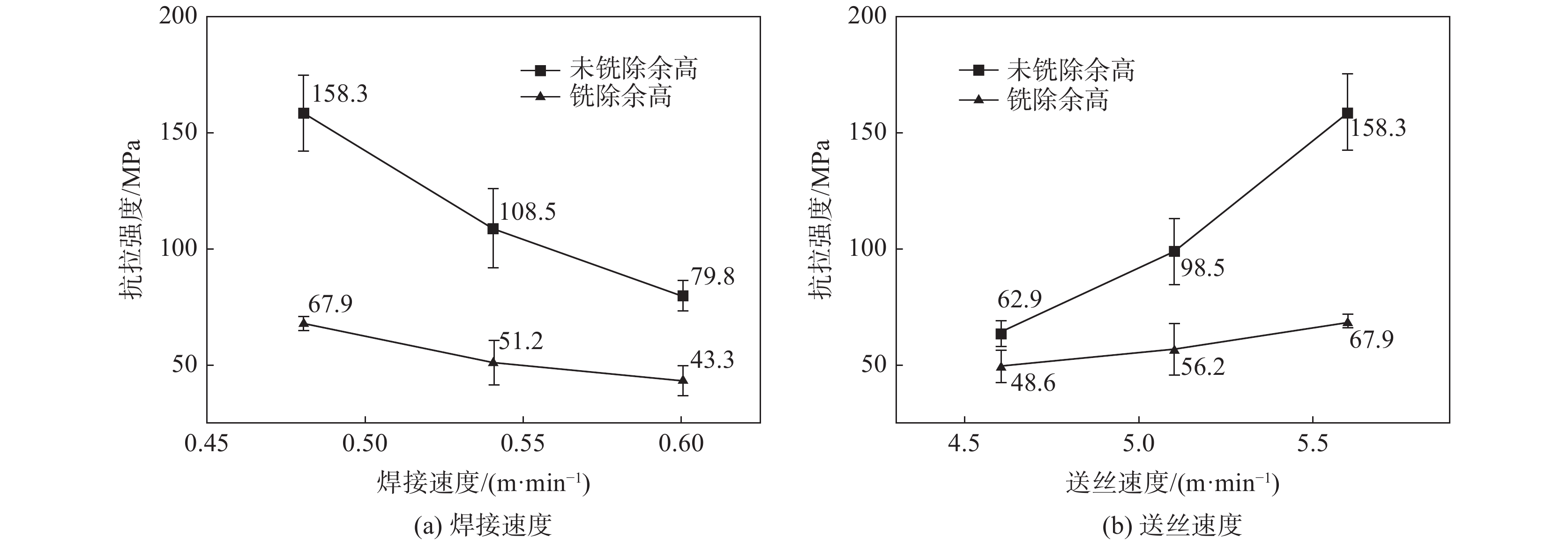
摘要: 采用厚度均为2 mm的Q235钢与5052铝合金板进行CMT电弧对接熔钎焊,研究焊接速度、送丝速度对接头焊缝成形、界面微观组织与力学性能的影响。试验结果表明,在送丝速度为5.6 m/min、焊接速度为0.48 m/min时背部成形良好,钎料在母材的润湿铺展较好。界面处生成了平均厚度小于10 μm的金属间化合物层,其成分以针状向钢侧生长的Fe2Al5和靠近铝侧的较为均匀的FeAl3为主。当钎料润湿铺展较好且有背部成形时,接头强度较高,接头在铝母材处发生颈缩,接头承载强度可达158.3 MPa。其余试样均断裂在铝/钢界面处,随着界面处金属间化合物厚度的降低,强度有所提高。铣除余高后,接头强度明显降低,接头最高抗拉强度仅为67.9 MPa。Abstract: A 2 mm thick Q235 steel plate and a 5052 aluminum alloy plate had been used for CMT arc butt welding-brazing. The effects of welding speed and wire feeding speed on joint weld formation, interface microstructure and mechanical properties were studied. The results show that when the wire feeding speed is 5.6 m/min and the welding speed is 0.48 m/min, the back weld formation, the wetting and spreading of filler in the base metal can be achieve at satisfied level. A interfacial reaction layer with average thickness less than 10 μm forms. The intermetallic compound layer is mainly composed of needle like Fe2Al5 growing towards the steel side and FeAl3 near the aluminum side. When the filler is well wetted and spread, and had back forming, the joint strength can reach 158.3 MPa and the joint fractured at the aluminum base metal. For the rest of the samples, they were broken at the brazing interface, and the joint strength increased with the decrease of the thickness of intermetallic compound at the interface. After removing the joint reinforcement, the joint strength decreased obviously and the highest tensile strength of welding joints is only 67.9 MPa.
-
Key words:
- Al/steel joint /
- CMT arc /
- processing parameters /
- microstructures /
- mechanical property
-

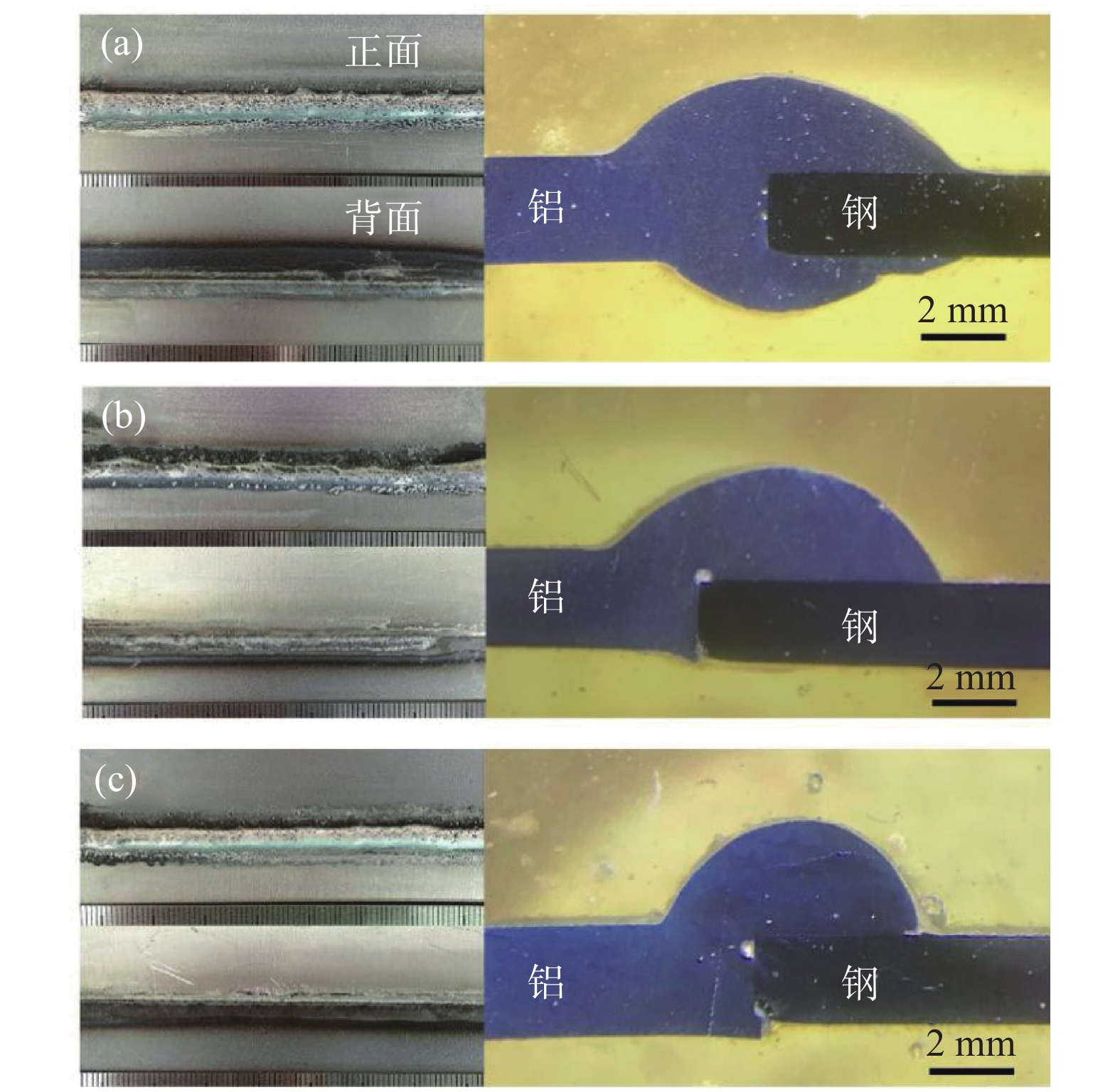
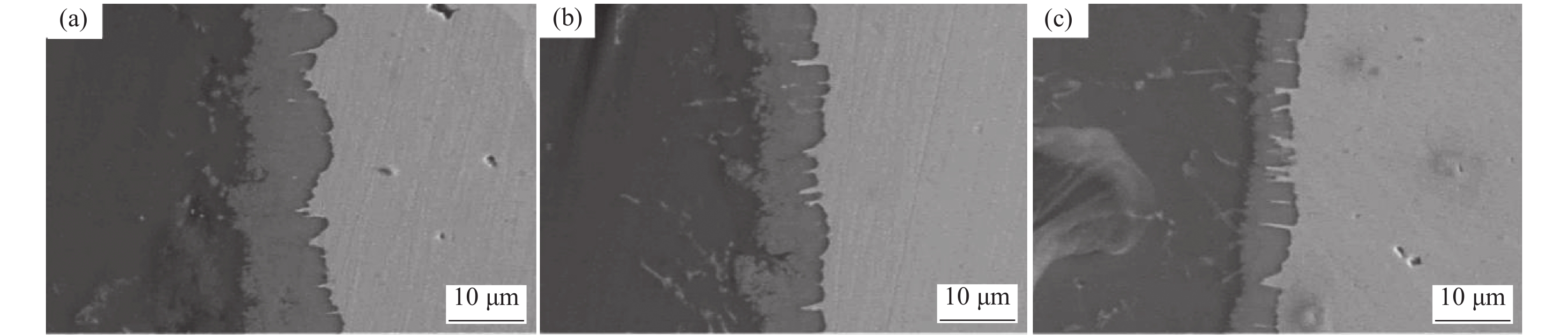
图 3 焊接速度对焊缝成形的影响
Figure 3. Influence of welding speed on the weld formation
(a)0.48 m/min;(b)0.54 m/min;(c)0.60 m/min

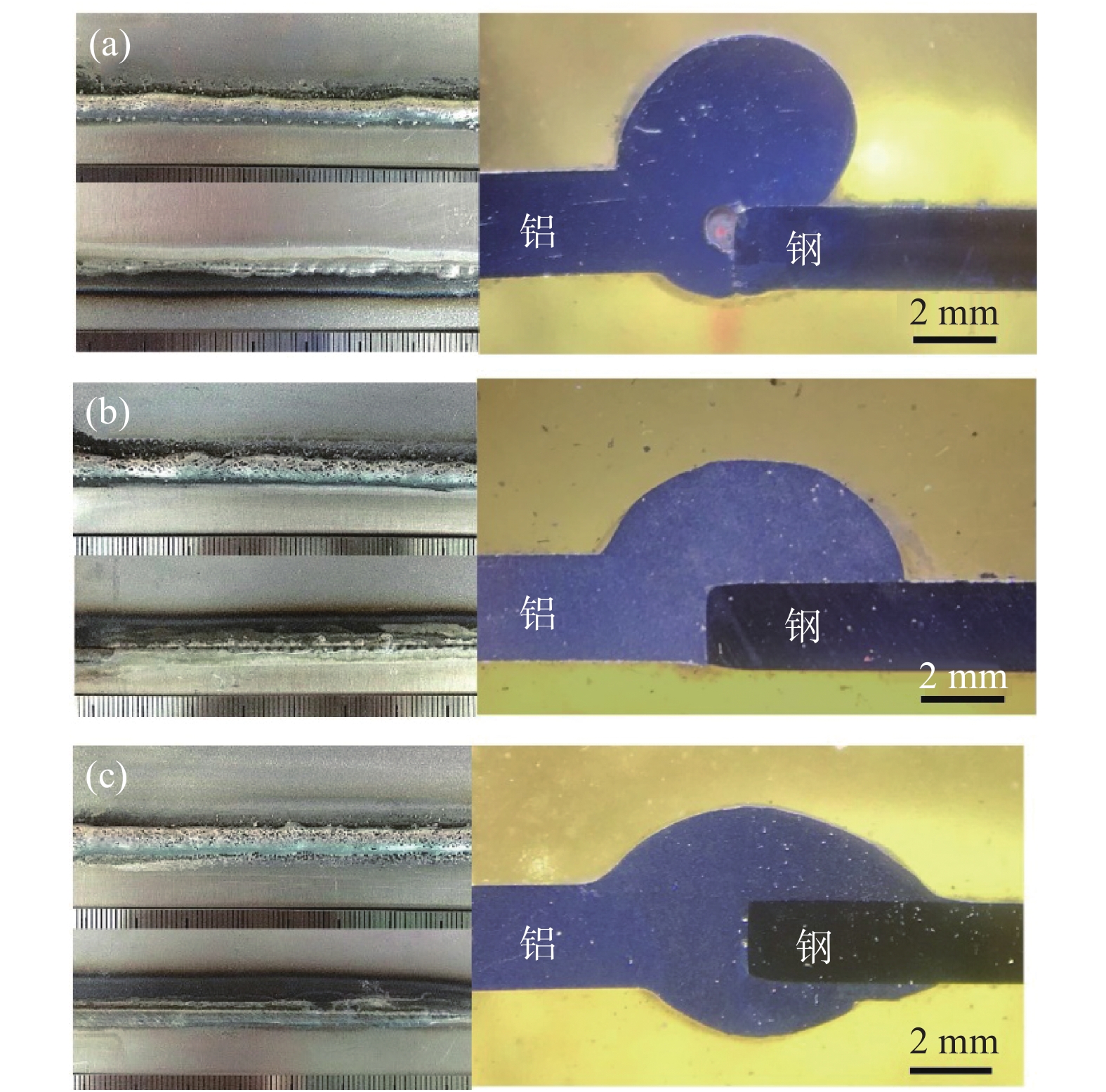
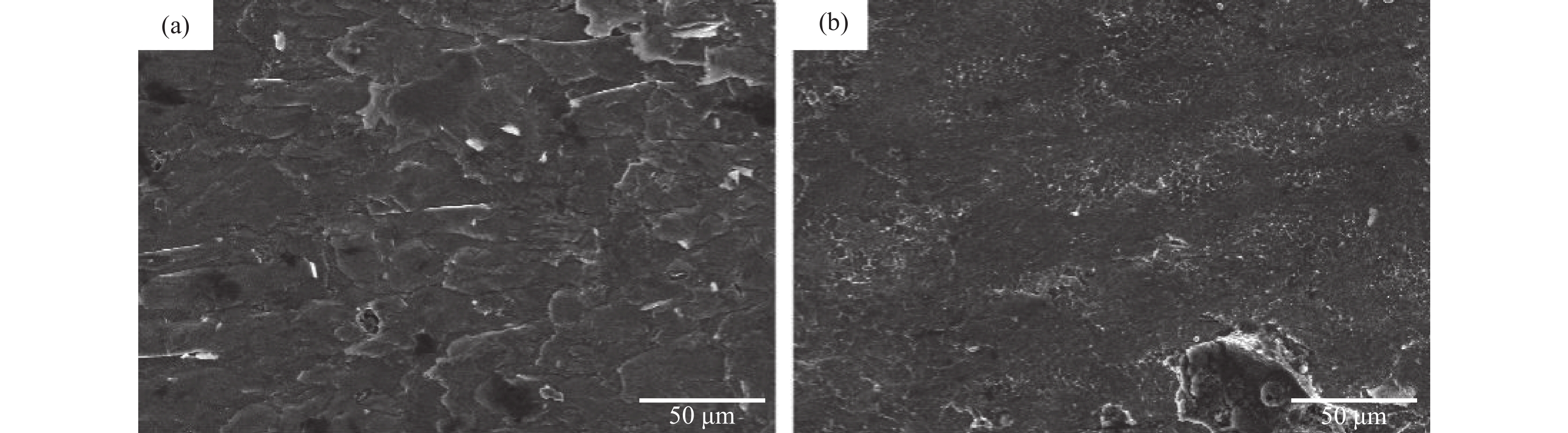
图 4 送丝速度对焊缝成形的影响
Figure 4. Influence of wire feed speed on the weld formation
(a)4.6 m/min;(b)5.1 m/min;(c)5.6 m/min

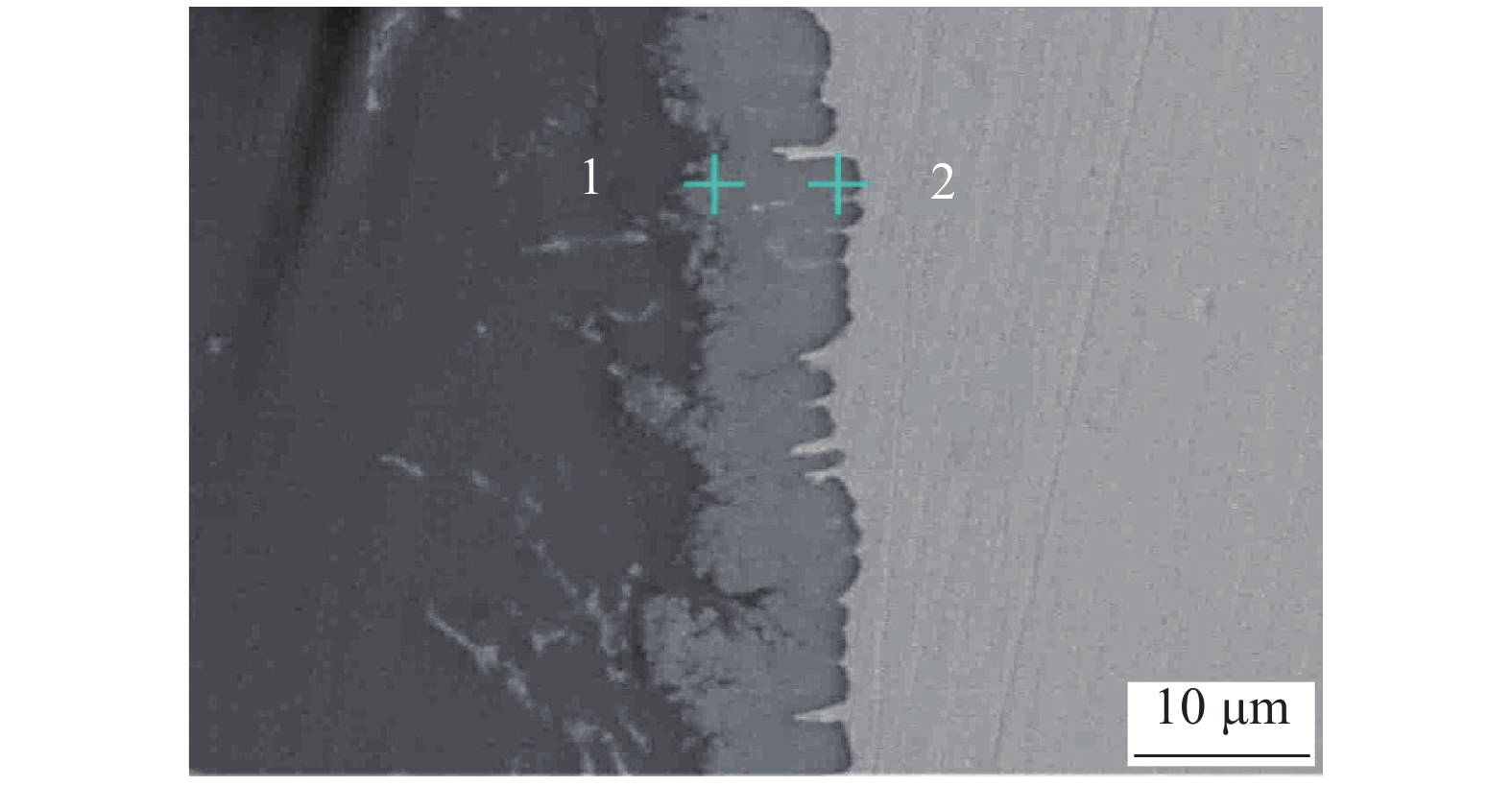
图 6 焊接速度对界面区微观组织的影响
Figure 6. Influence of welding speed on the interfacial microstructures
(a)0.48 m/min;(b)0.54 m/min;(c)0.60 m/min

图 7 送丝速度对界面区微观组织的影响
Figure 7. Influence of wire feed speed on the interfacial microstructures
(a)4.6 m/min(b)5.1 m/min(c)5.6 m/min
表 1 焊接母材与焊丝的化学成分
Table 1. Chemical compositions of base metals and filler wire
% 牌号 C Si Fe Cu Mn Mg Cr Zn Ti Al 5052 0.1 0.25 <0.01 2.46 0.22 0 Bal Q235 0.01 0.1 Bal 0.1 0.44 0.7 0.1 0.1 ER5356 ≤0.25 ≤0.4 ≤0.1 0.05~0.2 4.4~5.5 ≤0.1 Bal  下载: 导出CSV
下载: 导出CSV
表 2 不同焊接速度的焊接参数
Table 2. Welding parameters of CMT with different welding speeds
编号 焊接速度/(m·min−1) 焊接电压/V 送丝速度/(m·min−1) 焊接电流/A 线能量/(kJ·m−1) 1# 0.48 13.3 5.6 96 159.6 2# 0.54 13.3 5.6 96 141.9 3# 0.60 13.3 5.6 96 127.7
下载: 导出CSV
表 3 不同送丝速度的焊接参数
Table 3. Welding parameters of CMT with different wire feeding speeds
编号 送丝速度/(m·min−1) 焊接电流/A 焊接电压/V 焊接速度/(m·min−1) 线能量/(kJ·m−1) 1# 4.6 78 12.3 0.48 119.9 2# 5.1 86 12.8 0.48 137.6 3# 5.6 96 13.3 0.48 159.6
下载: 导出CSV
表 4 界面区不同区域成分
Table 4. Different regional components of interface area
% 编号 Fe Al 1 24.68 75.32 2 26.93 73.07
下载: 导出CSV
-
[1] Chen Shuhai, Yang Dawei, Yang Jian, et al. Nanoscale structures of the interfacial reaction layers between molten aluminium and solid steel based on thermophysical simulations[J]. Journal of Alloy and Compounds, 2018,739:184−189. doi: 10.1016/j.jallcom.2017.12.217 [2] Chen Shuhai, Yang Dongdong, Zhang Minxin, et al. Interaction between the growth and dissolution of intermetallic compounds in the interfacial reaction between solid iron and liquid aluminum[J]. Metallurgical and Materials Transactions A, 2016,47A:5088−5100. [3] Long Jiangqi, Lan Fengchong, Chen Jiqing. New technology of lightweight and steel-aluminum hybrid structure car body[J]. Chinese Journal of Mechanical Engineering, 2008,44(6):27−35. (龙江启, 兰凤崇, 陈吉清. 车身轻量化与钢铝一体化结构新技术的研究进展[J]. 机械工程学报, 2008,44(6):27−35. doi: 10.3321/j.issn:0577-6686.2008.06.004Long Jiangqi, Lan Fengchong, Chen Jiqing. New technology of lightweight and steel-aluminum hybrid structure car body[J]. Chinese Journal of Mechanical Engineering, 2008, 44(6): 27-35. doi: 10.3321/j.issn:0577-6686.2008.06.004 [4] Springer H, Kostka A, Payton E J, et al. On the formation and growth of intermetallic phases during interdiffusion between low-carbon steel and aluminum alloys[J]. Acta Materialia, 2011,59(4):1586−1600. doi: 10.1016/j.actamat.2010.11.023 [5] Maoud M, Nima Y, Yang Guang, et al. Effect of dual laser beam on dissimilar welding-brazing of aluminum to galvanized steel[J]. Optics and Laser Technology, 2018,98(1):214−228. [6] Yu Gaoyang, Chen Shuhai, Huang Jihua, et al. Technology and microstructure for laser welding-brazing assisted by transporting flux with shielding gas between steel and aluminum[J]. Journal of Mechanical Engineering, 2020,56(6):50−56. (喻高扬, 陈树海, 黄继华, 等. 气载钎剂辅助钢/铝激光熔钎焊工艺与组织[J]. 机械工程学报, 2020,56(6):50−56. doi: 10.3901/JME.2020.06.050Yu Gaoyang, Chen Shuhai, Huang Jihua, et al. Technology and microstructure for laser welding-brazing assisted by transporting flux with shielding gas between steel and aluminum[J]. Journal of Mechanical Engineering, 2020, 56(6): 50-56. doi: 10.3901/JME.2020.06.050 [7] Lin Sanbao, Song Jianling, Yang Chunli, et al. Microstructure analysis of interfacial layer with tungsten inert gas welding-brazing joint of aluminum/stainless steel[J]. Acta Metallurgica Sinica, 2009,45(10):1211−1216. (林三宝, 宋建岭, 杨春利. 铝合金/不锈钢钨极氩弧熔-钎焊接头界面层的微观结构分析[J]. 金属学报, 2009,45(10):1211−1216. doi: 10.3321/j.issn:0412-1961.2009.10.010Lin Sanbao, Song Jianling, Yang Chunli, et al. Microstructure analysis of interfacial layer with tungsten inert gas welding-brazing joint of aluminum/stainless steel[J]. Acta Metallurgica Sinica, 2009, 45(10): 1211-1216. doi: 10.3321/j.issn:0412-1961.2009.10.010 [8] Shi Yu, Wen Junxia, Huang Jiankang, et al. Study on DE-GMAW MIG-brazing method for bonding steel with aluminum[J]. Chinese Journal of Mechanical Engineering, 2011,47(16):25−29. (石玗, 温俊霞, 黄健康, 等. 基于旁路耦合电弧的铝钢MIG熔钎焊研究[J]. 机械工程学报, 2011,47(16):25−29. doi: 10.3901/JME.2011.16.025Shi Yu, Wen Junxia, Hhuang Jiankang, et al. Study on DE-GMAW MIG-brazing method for bonding steel with aluminum[J]. Chinese Journal of Mechanical Engineering, 2011, 47(16): 25-29. doi: 10.3901/JME.2011.16.025 [9] Wagner F, Zerner I, Kreimeyer M, et al. Characterization and properties of dissimilar metal combinations of Fe/Al and Ti/Al-sheet materials[C]//Proc. ICALEO'01 (CD-ROM), 2001. [10] Chen Shuhai, Huang Jihua, Chen Yanbin, et al. The present situation and prospect of laser weld-brazing technology of dissimilar alloys[J]. Welding and Joining, 2011,4:27−31. (陈树海, 黄继华, 陈彦宾, 等. 异种合金激光熔钎焊技术的现状与展望[J]. 焊接, 2011,4:27−31.CHEN Shuhai, Huang Jihua, Chen Yanbing, et al. The present situation and prospect of laser weld-brazing technology of dissimilar alloys[J]. Welding and Joining, 2011, 4: 27-31. [11] Cao R, Huang Q, Chen J H, et al. Cold metal transfer spot plug welding of AA6061-T6-to-galvanized steel for automotive applications[J]. Journal of Alloys and Compounds, 2014,585:622−632. doi: 10.1016/j.jallcom.2013.09.197 [12] Yin Chuanya, Xing Yanfeng, Jin Guangcan, et al. Study on CMT plug welding process of AA6061-T6 aluminum sheet and DP590 galvanized steel sheet[J]. Hot Working Technology, 2017,46(15):49−52. (殷传亚, 邢彦锋, 金光灿, 等. AA6061-T6铝板和DP590镀锌钢板的CMT点塞焊工艺研究[J]. 热加工工艺, 2017,46(15):49−52.Yin Chuanya, Xing Yanfeng, Jin Guangchan, et al. Study on CMT plug welding process of AA6061-T6 aluminum sheet and DP590 galvanized steel sheet[J]. Hot Working Technology, 2017, 46(15): 49-52. [13] Jaivindra S, Kanwer S A, Diesh K S. Dissimilar MIG-CMT weld-brazing of aluminum to steel: A review[J]. Journal of Alloy and Compounds, 2019,783:753−764. doi: 10.1016/j.jallcom.2018.12.336 [14] Lei Zhen, Qin Guoliang, Lin Shangyang, et al. Fusion-brazing joining for dissimilar metals between 5A02 aluminium alloy and zinc-coated steel based on laser-MIG hybrid welding[J]. Chinese Journal of Mechanical Engineering, 2009,45(3):94−98. (雷振, 秦国梁, 林尚扬, 等. 基于激光—MIG复合热源的5A02铝合金/镀锌钢熔—钎焊[J]. 机械工程学报, 2009,45(3):94−98. doi: 10.3901/JME.2009.03.094Lei Zhen, Qin Guoliang, Lin Shangyang, et al. Fusion-brazing joining for dissimilar metals between 5 A02 aluminium alloy and Zinc-coated steel based on laser-MIG hybrid welding[J]. Chinese Journal of Mechanical Engineering, 2009, 45(3): 94-98. doi: 10.3901/JME.2009.03.094 -



 点击查看大图
点击查看大图

计量
- 文章访问数: 298
- HTML全文浏览量: 59
- PDF下载量: 14
- 被引次数: 0

