

Numerical simulation on pouring process of nickel base superalloy induction ingot
-
摘要: 利用ProCAST软件对镍基高温合金感应锭的浇注过程进行了数值模拟研究,分析了铸锭充型与凝固过程温度场、固相率等的变化特征及其对铸锭缩孔的影响,探讨了铸锭缩孔缩松随浇注温度的变化规律。结果表明,镍基高温合金感应锭凝固过程中,在铸锭纵向方向上,铸锭上部合金温度低,下部合金温度高,铸锭未实现从底部到顶部(浇口)的顺序凝固,铸锭端部的“V”形一次缩孔较深。在充型阶段,浇注温度的变化对合金流动的最大速度及合金液面波动的影响较小;在凝固阶段,降低浇注温度减小了铸锭下部的高温区域,能在一定程度上减小铸锭端部的一次缩孔深度,但由于其未能使铸锭在纵向方向上实现顺序凝固,因此降低浇注温度并不能显著减小铸锭端部的一次缩孔深度。另外,浇注温度的变化对铸锭内部缩松的影响较小。Abstract: In this paper, the numerical simulation on pouring process of nickel base superalloy induction ingot had been carried out by using ProCAST software. The change characteristics of temperature field and solid fraction during the filling and solidification process of ingot and their influence on ingot shrinkage porosity had been studied. Moreover, the change rule of ingot shrinkage porosity with pouring temperature had been investigated in detail. The results show that the temperature of the upper ingot is lower than that of the lower ingot along the longitudinal direction of ingot during solidification process, and sequential solidification does not occur in the ingot, thus the V-shaped primary shrinkage porosity of the ingot is deep. In the filling stage, the change of pouring temperature has little effect on the maximum flow speed and level fluctuation of alloy. In the solidification stage, lowering pouring temperature can reduce the high-temperature area at the lower part of the ingot and the primary shrinkage depth at the end of the ingot to a certain extent. Nevertheless, changing pouring temperature can not make the ingot achieve sequential solidification in the longitudinal direction, consequently, lowering the pouring temperature can not significantly reduce the primary shrinkage porosity at the end of the ingot. Moreover, the change of pouring temperature has little effect on the small shrinkage porosity in the ingot.
-
Key words:
- nickel base superalloy /
- ingot casting /
- numerical simulation /
- pouring temperature /
- shrinkage porosity
-
0. 引言
随着油气井井深及开采难度的不断增加,井下的温度和压力升高,H2S、CO2、S、Cl−含量很高,因此,对于油井管的材料和技术要求更为严格。常用碳钢、不锈钢管材已无法满足开采需求,高合金化的镍基耐蚀合金在石油勘探和工况苛刻的油气井上得到了广泛应用,然而,镍基合金价格高、密度大、镍资源稀少,且高温下强度衰减严重[1-2]。钛及钛合金是一种相对较为年轻的金属材料,于20世纪50年代发展起来,其具有密度小,比强度高,抗腐蚀性能、高温力学性能、抗疲劳和蠕变性能等优良的综合性能,在航空航天、海洋勘探、能源化工、生物医疗和其他一些领域得到广泛的应用[3-8]。钛合金具有优良的抗疲劳性能和极强的抗CO2+H2S+Cl−腐蚀能力等优点,近年来在高温高压及高腐蚀恶劣环境下油气井钻杆、油套管、连续管和海洋隔水管等石油管材中得到应用及推广,并逐步替代现用镍基合金管材[9-16]。钛合金的强度和韧性与它的微观组织形貌有着密不可分的关系,钛合金的微观组织首先取决于材料中各种元素的含量,稍有差别就会导致微观组织的差异。相同材料采用不同的热处理工艺可得到不同的微观组织,进而得到不同的强度和韧性匹配。目前,国内钛合金油井管的强度满足设计要求,但韧性指标相对较低。笔者以新设计的一种钛合金油管为研究对象,探讨不同热处理工艺对该钛合金油管显微组织及力学性能的影响,开发高强韧性匹配的钛合金油管产品,以满足油田现场应用需求。
1. 试验材料及方法
试验材料采用国内某钛合金厂家提供的Φ101.6 mm×10.54 mm冷轧钛合金管坯,经金相法测得该钛合金的相变点为950 ℃,其化学成分如表1所示。钛合金管坯的热处理试验在箱式电阻炉中进行,固溶温度取相变温度以下50~150 ℃的α+β两相区进行固溶处理,分别取800、850、900 ℃固溶1 h,固溶后进行水冷处理;随后对水冷后钛合金管坯进行550 ℃时效2 h处理,再进行空冷至室温,具体热处理工艺如下:
表 1 钛合金油管的化学成分Table 1. Chemical compositions of titanium alloy tubing% Al V Fe C N H O Mo+Zr Ti 5.06 4.05 0.045 0.015 0.01 0.005 0.08 ≥3 Bal 工艺1:800 ℃固溶/1 h/水冷+550 ℃时效/2 h/空冷;
工艺2:850 ℃固溶/1 h/水冷+550 ℃时效/2 h/空冷;
工艺3:900 ℃固溶/1 h/水冷+550 ℃时效/2 h/空冷。
分别对热处理后钛合金油管各取3个拉伸试样、3个冲击试样及金相试样进行检测分析,拉伸性能试验采用Zwick/Roell 1 200 kN拉伸试验机,按GB/T 228.1—2010《金属材料拉伸试验 第1部分:室温试验方法》标准进行;冲击性能测试采用Zwick PSW 750型摆锤冲击试验机按GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》进行;切取金相试样进行打磨抛光,用HF+HNO3+H2O(体积比1∶2∶5)腐蚀液腐蚀试样,在DMI 5000M光学显微镜(OM)下观察显微组织,采用日立S3700N扫描电镜(SEM)对拉伸断口及冲击断口进行分析。
2. 试验结果与分析
2.1 显微组织
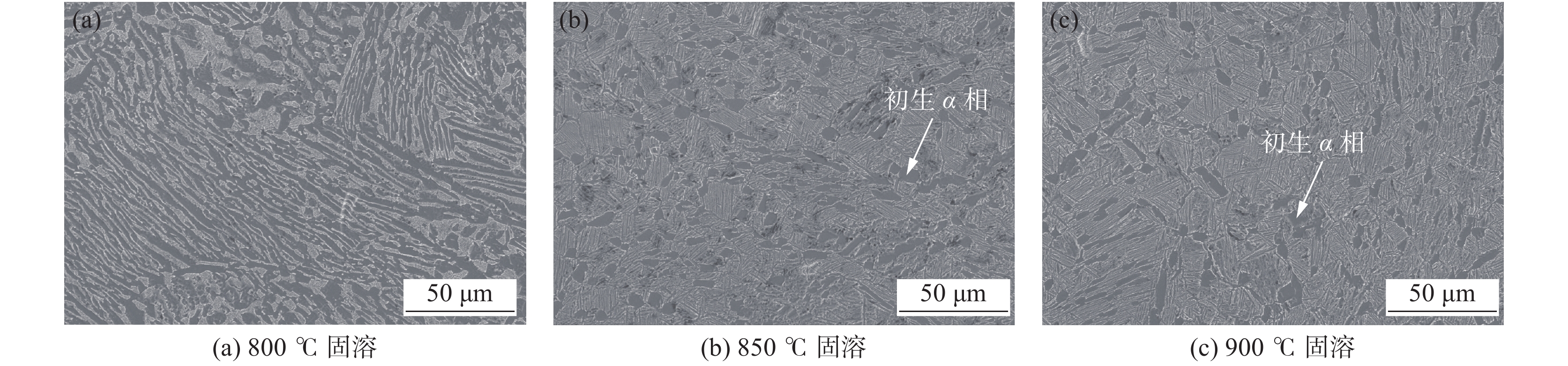
根据热处理过程中物相平衡所需的温度和时间等动力学条件,经预试验研究测定,该成分设计钛合金在α+β两相区固溶时,微观组织中初生α相占比逐渐减少。选取800、850、900 ℃三种固溶温度下固溶1 h处理,对固溶处理后金相组织扫描电镜(SEM)照片(图1)分析可以看出,该钛合金油管在α+β两相区固溶时,随着固溶温度的升高,组织中的初生α相含量占比逐渐减少。800 ℃固溶温度下,由于固溶温度较低,初生α相溶解进入β相动力条件弱,轧制组织中弯曲流线依旧可见,统计测量初生α相占比约为50%左右;900 ℃固溶温度时,元素扩散的动力学条件较优,初生α相溶解进入β相越多,测量统计初生α相占比最低约15%左右;在 850 ℃固溶温度下,初生α相溶解进入β相介于两者之间,由图1(b)测量统计微观组织中初生α相占比约25%左右。
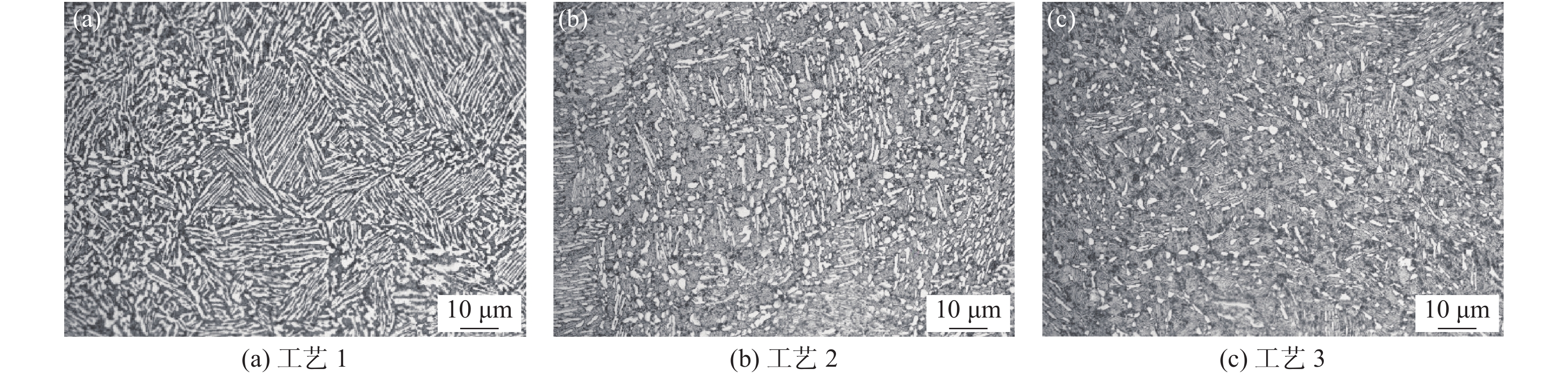
不同热处理工艺试验后,对钛合金油管进行微观组织分析,工艺 1的微观组织如图2(a)所示,观察到显微组织为α+β的等轴组织,无明显的原始β晶界,转变的β基体上为等轴态的初生α相;工艺 2的微观组织见图2(b),组织为α+β双态组织,初生α相及少量拉长的次生α相;工艺 3的微观组织见图2(c),组织为α+β双态组织,少量的初生α相及次生片状α相。
2.2 力学性能
对热处理后钛合金油管进行拉伸性能检测,每种热处理工艺下,沿钛合金油管周向取三个拉伸试样进行检测,不同热处理工艺下的钛合金油管的力学性能如表2所示。
通过表2可以看出,热处理工艺 1的屈服强度在805~825 MPa,抗拉强度在915 ~925 MPa,满足强度要求,但伸长率在10.5%~12.0%,不满足标准要求最低伸长率12%;热处理工艺2、工艺3的屈服强度、抗拉强度、伸长率均满足标准要求。表明:随着固溶温度的升高,屈服强度逐步升高,在800~850 ℃区间,屈服强度升高的幅度大于在850~900 ℃升高的幅度,当在850 ℃固溶×1 h水冷+550 ℃时效×2 h 空冷热处理工艺下,该钛合金油管的综合力学性能最优。
 图 1 不同温度固溶处理下钛合金油管的SEM照片Figure 1. SEM of titanium alloy tubing after solid solution treatment at different temperatures
图 1 不同温度固溶处理下钛合金油管的SEM照片Figure 1. SEM of titanium alloy tubing after solid solution treatment at different temperatures 图 2 不同热处理工艺下的钛合金油管的微观组织Figure 2. Microstructure of titanium alloy tubing under different heat treatment processes表 2 不同热处理钛合金油管的力学性能Table 2. Mechanical properties of titanium alloy tubing with different heat treatment parameters
图 2 不同热处理工艺下的钛合金油管的微观组织Figure 2. Microstructure of titanium alloy tubing under different heat treatment processes表 2 不同热处理钛合金油管的力学性能Table 2. Mechanical properties of titanium alloy tubing with different heat treatment parameters工艺 试样号 屈服强度/MPa 抗拉强度/MPa 延伸率A /% 1 1-1 805 915 12.0 1-2 825 920 10.5 1-3 815 925 11.5 2 2-1 900 1000 15.5 2-2 895 1010 15.0 2-3 915 1035 15.5 3 3-1 930 1040 12.0 3-2 925 1030 12.5 3-3 920 1025 13.5 SY/T 6896.3标准对
110ksi钢级要求758~965 ≥862 ≥12 2.3 拉伸断口SEM 分析
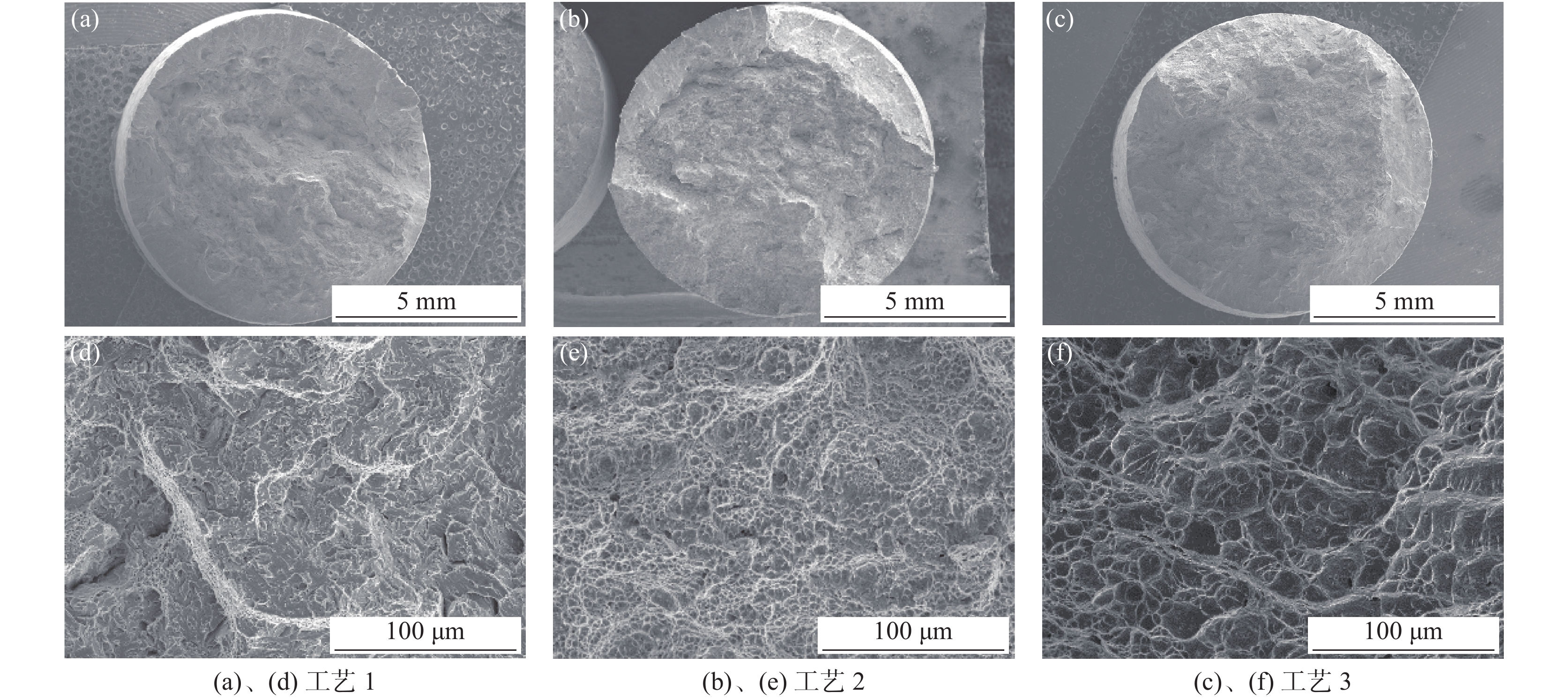
为了研究不同热处理工艺所得钛合金的断裂机理,对拉伸断口作SEM分析,断口形貌如图3所示。从图3(a)和(d)可得,工艺 1对应的宏观断口未观察到轻微的缩颈现象,为韧性断口,韧窝小而浅,还存在少量解理面,说明其塑性相对较差;从图3(b)、(e)、(c)、(f)可得,宏观断口出现颈缩现象,断面存在明显的纤维区、放射区及剪切唇三种韧性断裂的典型特征,表明工艺2和工艺3热处理后的钛合金油管的断裂韧性相对较好。
2.4 冲击断口分析
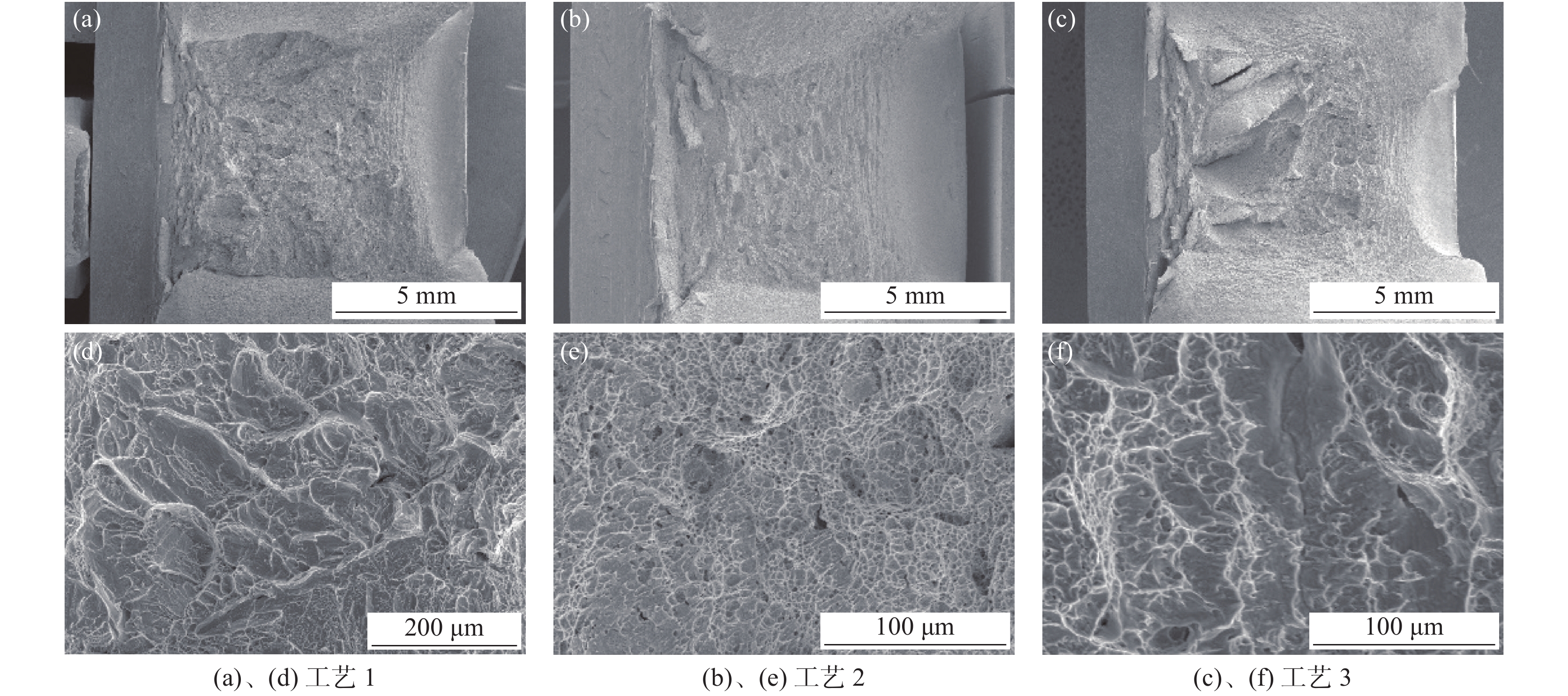
为了研究该钛合金油管热处理后塑性断裂特征及断裂方式与组织性能之间的关系,以便对该钛合金材料不同状态下的塑性作出判断,对工艺 1、工艺 2及工艺 3热处理后的冲击断口做了SEM 断口分析,如图4、表3所示。
通过分析三种热处理工艺下钛合金油管的冲击断口的SEM照片可以看到,三种热处理工艺下冲击断口河流花样明显,均为韧性断裂,其中图4(e)中的韧窝深而多且分布均匀,韧性最好;图4(d)韧窝浅且平坦,韧性较差;图4(f)韧性值介于两者之中。
 图 3 不同热处理工艺下钛合金油管的拉伸断口形貌SEM 照片Figure 3. Tensile fracture morphology of titanium alloy tubing under different heat treatment processes
图 3 不同热处理工艺下钛合金油管的拉伸断口形貌SEM 照片Figure 3. Tensile fracture morphology of titanium alloy tubing under different heat treatment processes 图 4 不同热处理工艺下钛合金油管的冲击断口形貌SEM 照片Figure 4. Impact fracture morphology of titanium alloy tubing under different heat treatment processes表 3 不同热处理钛合金油管的夏比冲击值Table 3. Charpy impact value of titanium alloy tubing with different heat treatment
图 4 不同热处理工艺下钛合金油管的冲击断口形貌SEM 照片Figure 4. Impact fracture morphology of titanium alloy tubing under different heat treatment processes表 3 不同热处理钛合金油管的夏比冲击值Table 3. Charpy impact value of titanium alloy tubing with different heat treatment工艺 取样方向 冲击值(0 ℃)/J 测试值 平均值 1 纵向 36,38,40 38.0 2 纵向 68,69,64 67.0 3 纵向 38,45,43 42.0 注:冲击试样尺寸为10 mm×10 mm×55 mm。SY/T 6896.3标准对110ksi钢级要求:0 ℃纵向冲击值≥41 J。 3. 结论
1) 该钛合金油管在α+β两相区固溶,随着固溶温度升高,微观组织中等轴α相比例逐渐减少,β转变组织数量逐渐增加。
2)随固溶温度升高,该钛合金油管热处理后的屈服强度升高,850 ℃固溶时,屈服强度增幅最大;当微观组织中的初生α相占比约25%时,其夏比冲击值最高,0 ℃纵向冲击值达64~69 J。
3) 850 ℃固溶1 h水冷+550 ℃时效2 h空冷热处理工艺,为该钛合金油管的最优热处理制度,实现该钛合金油管强韧性匹配,获得综合性能优异钛合油管产品,满足110 ksi钢级钛合金油管性能要求。
-

图 1 镍合金主要热物性参数随温度的变化
(a) 密度;导热系数;(b) 热焓
Figure 1. The change of main thermophysical parameters of nickel superalloy with temperature

图 3 充型与凝固过程不同时刻合金与锭模的温度分布
Figure 3. The temperature distribution of alloy and mold at different times during filling and solidification process
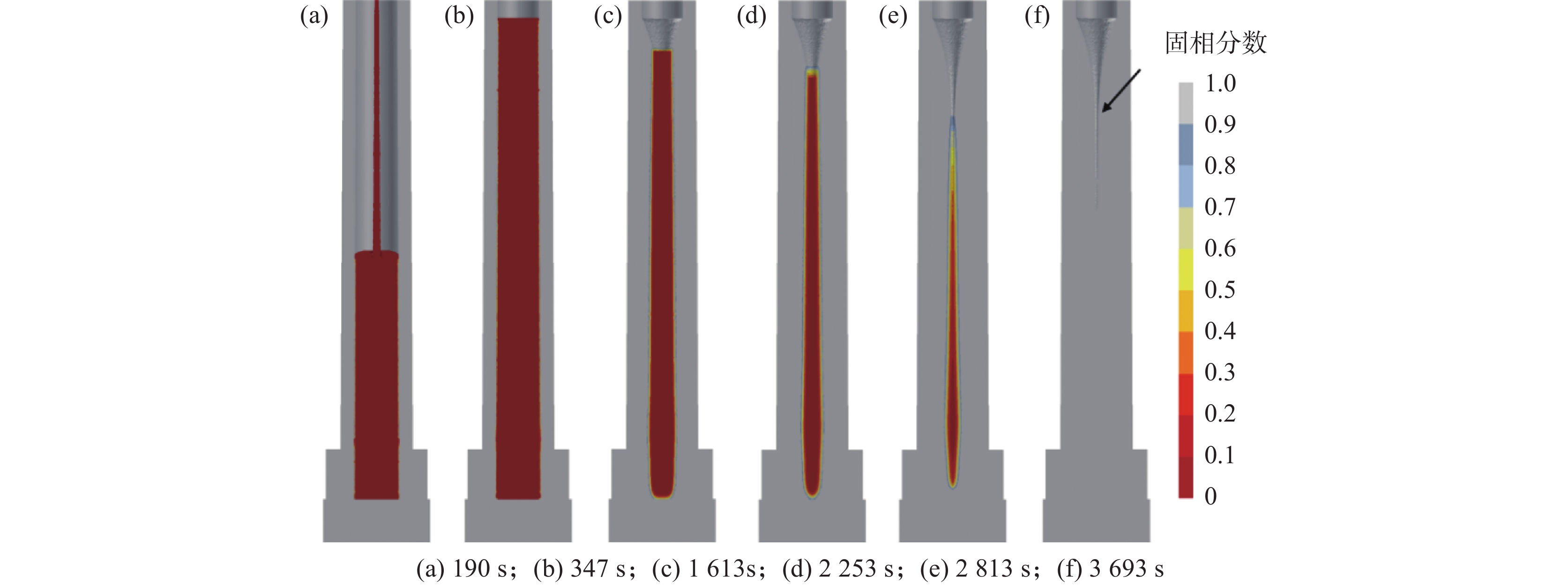
图 5 充型与凝固过程不同时刻合金的固相率
Figure 5. The solid fraction of alloy at different times during filling and solidification process

图 6 镍基高温合金感应锭的缩孔缩松[12]
Figure 6. The shrinkage porosity of nickel base superalloy induction ingot

图 7 合金填充率达到55%时,不同浇注温度下合金的速度分布云图
Figure 7. The contour of alloy velocity distribution under different pouring temperature as filling rate reaches 55%
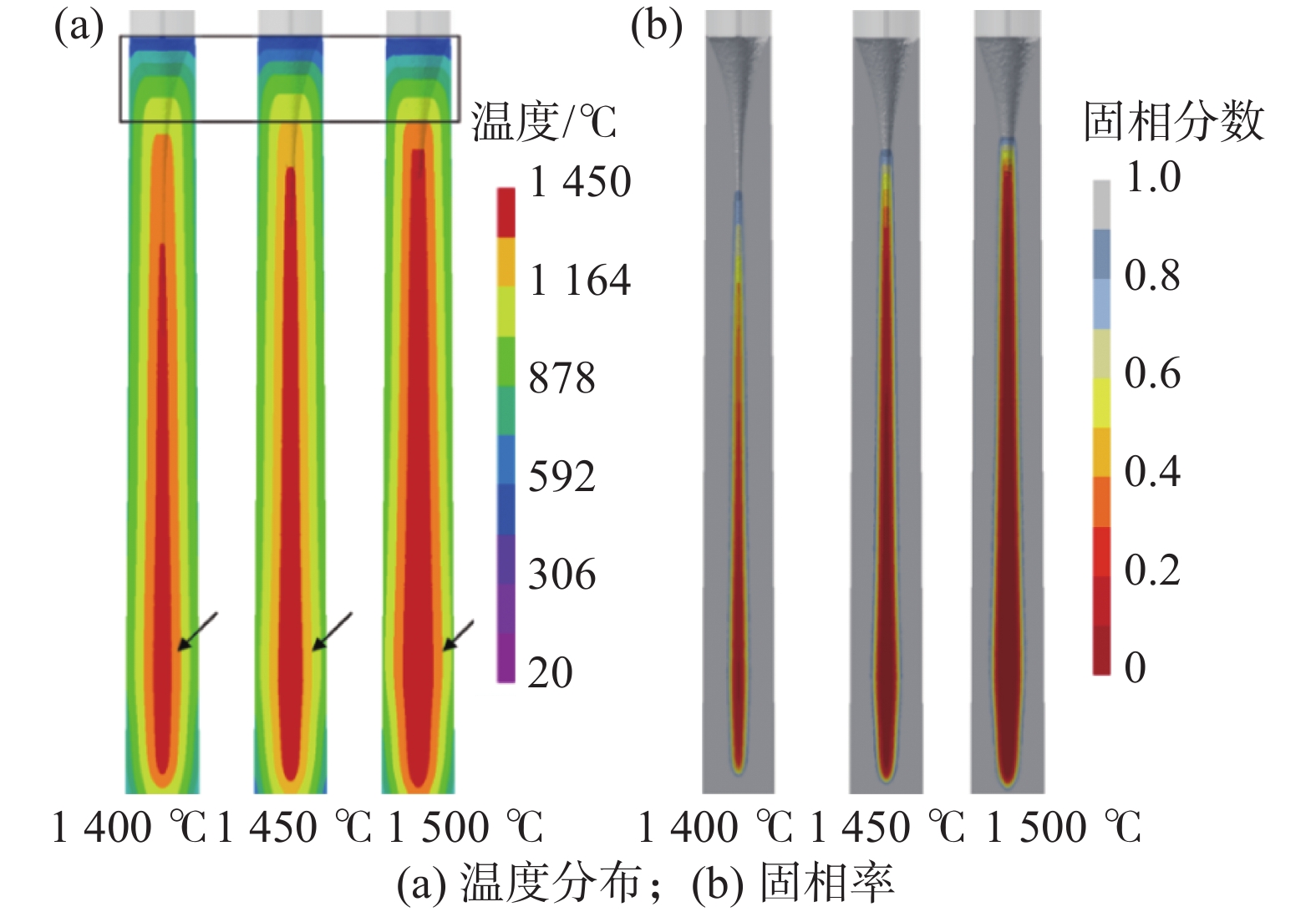
图 8 不同浇注温度下合金凝固时(t=2657 s)的温度分布及固相率
Figure 8. Temperature distribution and solid fraction of alloy during solidification process (t=2 657 s) under different pouring temperature

图 9 铸锭纵向方向上监测点的示意
Figure 9. Schematic diagram of monitoring points along the longitudinal direction of ingot

图 10 不同浇注温度下各监测点的温度随时间变化曲线
Figure 10. The curve of temperature versus time of monitoring points under different pouring temperature
表 1 镍合金的主要化学成分
Table 1. Main chemical composition of nickel alloys
% Al C Cr Fe Mo Nb Ti Ni 0.5 0.02 18.3 18.9 3 5 0.97 余量  下载: 导出CSV
下载: 导出CSV
表 2 模拟采用的主要工艺参数
Table 2. The main process parameters used in the simulation
浇注温度/℃ 入口直径/mm 入口速度/(kg·s−1) 1400, 1450, 1500 27 1.96
下载: 导出CSV
-
[1] 郭建亭. 高温合金材料学(高温合金材料与工程应用) [M]. 北京: 科学出版社, 2010.Guo Jianting. Materials science and engineering for superalloy (Superalloy materials and engineering applications)[M]. Beijing: Science Press, 2010. [2] Geng L, Na Y S, Park N K. Oxidation behavior of alloy 718 at a high temperature[J]. Materials & Design, 2007,28(3):978−981. [3] Jiang Shichuan, Zhang Jian, He Yunhua, et al. Microstructure evolution and processing maps of GH4169 during deformation[J]. Iron Steel Vanadium Titanium, 2021,42(2):161−166. (蒋世川, 张健, 何云华, 等. GH4169 合金高温变形显微组织演变及热加工图[J]. 钢铁钒钛, 2021,42(2):161−166.Jiang Shichuan, Zhang Jian, He Yunhua, et al. Microstructure evolution and processing maps of GH4169 during deformation [J]. Iron Steel Vanadium Titanium, 2021, 42(02): 161-166. [4] 段生朝. 电渣重熔大型IN718镍基合金铸锭合金元素氧化控制的基础研究[D]. 北京: 北京科技大学, 2020.Duan Shengchao. Fundamental study on the controlling loss of alloying elements of large IN718 electroslag remelting ingots[D]. Beijing: University of Science and Technology Beijing, 2020. [5] Mitchell A. Recent developments in specialty melting processes[J]. Materials Technology, 1994,9(9-10):201−206. doi: 10.1080/10667857.1994.11785070 [6] 石骁. 电渣重熔大型IN718镍基合金铸锭凝固和偏析行为基础研究[D]. 北京: 北京科技大学, 2019.Shi Xiao. Fundamental study on the solidification and segregation behavior of large-sized as-cast IN718 electroslag remelting ingots[D]. Beijing: University of Science and Technology Beijing, 2019. [7] 凌云. 多力场作用下铸件凝固过程基于动态压强的缩孔预测方法及应用[D]. 武汉: 华中科技大学, 2017.Ling Yun. A dynamic pressure-based method to predict casting shrinkage cavities during solidification process under multi-force fields and its application[D]. Wuhan: Huazhong University of Science & Technology, 2017. [8] Hardin R A, Beckermann C. Effect of porosity on deformation, damage, and fracture of cast steel[J]. Metallurgical and Materials Transactions A, 2013,44(12):5316−5332. doi: 10.1007/s11661-013-1669-z [9] Liu Keli, Wang Junsheng, Guo Yuelin, et al. Research progress on numerical simulation and control methods of hole defects in nickel base single crystal superalloy[J]. Aeronautical Manufacturing Technology, 2020,63(16):75−85. (刘可立, 王俊升, 郭跃岭, 等. 镍基单晶高温合金孔洞缺陷数值模拟与控制方法研究进展[J]. 航空制造技术, 2020,63(16):75−85.Liu Like, Wang Junsheng, Guo Yuelin, et al. Research progress on numerical simulation and control methods of hole defects in nickel base single crystal superalloy[J]. Aeronautical Manufacturing Technology, 2020, 63(16): 75-85. [10] Li Chao, Liu Jia, Yu Ang, et al. Study of vacuum induction melting process for superalloy[J]. Vacuum, 2016,53(2):37−41. (李超, 刘佳, 于昂, 等. 铸造高温合金真空感应熔炼过程的研究[J]. 真空, 2016,53(2):37−41.Li Chao, Liu Jia, Yu Ang, et al. Study of vacuum induction melting process for superalloy[J]. Vacuum, 2016, 53(02): 37-41. [11] Cheng Jianqiang, Hu Xianjun, Gu Hua, et al. Application of exothermic insulated riser in superalloy vacuum casting[J]. Foundry Technology, 2016,37(1):110−113. (成建强, 胡显军, 顾晔, 等. 发热保温冒口在高温合金真空浇注中的应用[J]. 铸造技术, 2016,37(1):110−113.Cheng Jianqiang, Hu Xianjun, Gu Hua, et al. Application of exothermic insulated riser in superalloy vacuum casting[J]. Foundry Technology, 2016, 37(01): 110-113. [12] 王建武, 徐志强, 杨树峰. 热顶设计对镍基高温合金铸锭收缩孔隙的影响[J/OL]. 中国冶金: 1-9[2022-04-24]Wang Jianwu, Xu Zhiqiang, Yang Shufeng, et al. Effect of hot top design on the shrinkage porosity of nickel-based superalloy ingots[J/OL]. China Metallurgy, 1-9[2022-04-24]. [13] Zhou Jianxin. Current status and development trend of casting numerical simulation technology[J]. Foundry, 2012,61(10):1105−1115. (周建新. 铸造计算机模拟仿真技术现状及发展趋势[J]. 铸造, 2012,61(10):1105−1115. doi: 10.3969/j.issn.1001-4977.2012.10.001Zhou Jianxin. Current status and development trend of casting numerical simulation technology[J]. Foundry, 2012, 61(10): 1105-1115. doi: 10.3969/j.issn.1001-4977.2012.10.001 [14] Khalajzadeh V, Beckermann C. Simulation of shrinkage porosity formation during alloy solidification[J]. Metallurgical and Materials Transactions A, 2020,51(5):2239−2254. doi: 10.1007/s11661-020-05699-z [15] 陈峥. 大铸锭凝固过程的模拟研究[D]. 上海: 上海大学, 2019.Chen Zheng. Simulation research on the heavy ingot solidification process[D]. Shanghai: Shanghai University, 2019. [16] Zhang Minhua, Qu Yinhu, Liang Tao. Simulation of filling and solidification processes of faucet cover by procast[J]. Foundry Technology, 2015,36(4):1055−1062. (张敏华, 屈银虎, 梁涛. ProCAST 在水龙头罩铸造模拟过程中的应用[J]. 铸造技术, 2015,36(4):1055−1062.Zhang Minhua, Qu Yinhu, Liang Tao, Simulation of filling and solidification processes of faucet cover by procast[J]. Foundry Technology, 2015, 36(04): 1055-1062 [17] 李庆春. 铸件形成理论基础[M]. 北京: 机械工业出版社, 1982.Li Qingchun. Theoretical basis of casting formation[M]. Beijing: China Machine Press, 1982. [18] 郭建亭. 髙温合金材料学(应用基础理论) [M]. 北京, 科学出版社, 2008.Guo Jianting. Materials science and engineering for superalloy (application basic theory)[M]. Beijing, Science Press, 2008. [19] Wang Jiaqi, Fu Paixian, Liu Hongwei, et al. Shrinkage porosity criteria and optimized design of a 100-ton 30Cr2Ni4MoV forging ingot[J]. Materials and Design, 2012,35:446−456. doi: 10.1016/j.matdes.2011.09.056 [20] Carlson K D, Beckermann C. Prediction of shrinkage pore volume fraction using a dimensionless Niyama criterion[J]. Metallurgical and Materials Transactions A, 2009,40(1):163−175. doi: 10.1007/s11661-008-9715-y [21] Riedler M, Michelic S. Bernhard C. Formation of shrinkage porosity during solidification of steel: Numerical simulation and experimental validation[C]//IOP Conference Series: Materials Science and Engineering. IOP Publishing, 2016, 143(1): 012035. -

 下载:
下载:



 点击查看大图
点击查看大图
计量
- 文章访问数: 332
- HTML全文浏览量: 51
- PDF下载量: 48
- 被引次数: 0

