

Inclusion analysis in magnesium free-cutting steel
-
摘要: 为了探究Mg处理对易切削钢中夹杂物的影响,以1144高硫易切削钢为试验钢种,采用金相和能谱仪等手段研究了Mg处理对1144易切削钢中夹杂物的形态、尺寸分布和夹杂物成分的影响。结果表明:在易切削钢铸坯中,Mg处理使得易切削钢铸坯硫化物夹杂由Ⅱ类向Ⅲ类、Ⅰ类转变,分布更为均匀,同时使得复合硫化锰夹杂物比例提升。在轧材中,使得钢中夹杂物球化,并且钢中硫化锰夹杂物的尺寸和分布也得到了较好的改善,同时,Mg处理能够有效提高易切削钢的切削加工性能。Abstract: In order to explore the influence of Mg treatment on inclusions in free-cutting steel, 1144 high-sulfur free-cutting steel was used as experimental steel, and the influence of Mg composite treatment on the shape, size distribution and inclusion composition of free-cutting steel 1144 was studied by means of metallography and energy spectrometer. Experimental results show that in the free-cutting steel slab, due to Mg treatment sulfide inclusion changes from class Ⅱ into class Ⅲ and class Ⅰ, and becomes more uniform distribution, at the same time the amount of composite MnS inclusion increases. During rolling the inclusion becomes spheroidization, and its size and distribution of manganese sulfide inclusions has been improved. It is concluded that Mg treatment can effectively improve the machining performance of studied free cutting steel.
-
Key words:
- free cutting steel /
- MnS /
- inclusion /
- Mg treatment
-
0. 引言
含硫易切削钢中存在大量的MnS夹杂物,MnS一方面提高钢材的切削加工性能,另一方面加剧钢材的各向异性[1]。MnS夹杂主要分为三种类型:Ⅰ类尺寸较大,分布弥散呈球形,由亚稳态偏晶反应形成[2];Ⅱ类呈扇形或长条棒状,由稳定的共晶反应形成,存在于晶界[3-5];Ⅲ类呈不规则块状,由非稳态共晶(伪共晶)反应生成[6-8]。其中Ⅰ类硫化物对钢性能危害最小,Ⅲ类次之,链状及群聚分布的Ⅱ类MnS夹杂物危害最大[9- 10]。夹杂物由于变形能力与钢基体具有明显的差异,破坏了钢的连续性和完整性,降低了钢铁材料的强度、韧性、疲劳极限和耐腐蚀性能等[11]。此外,非金属夹杂物还是一种应力集中点[12],可以加速裂纹的萌生和扩展,造成钢的韧性断裂[13]。因此,降低钢中杂质元素的含量、严格控制夹杂物尺寸、控制和改善夹杂物的形态与分布,对提升钢铁材料综合性能具有重要的作用[14- 15]。
通过研究Mg处理对1144易切削钢的改质效果,为Mg处理的推广和进一步深入奠定基础。
1. 试验方案
1144易切削钢生产工艺为EAF→LF→RH→CC,进行两炉试验,前一炉为对比炉,后一炉为试验炉,1144易切削钢基本成分如表1所示。
表 1 1144易切削钢试验钢种成分要求Table 1. 1144 test steel composition requirements for free cutting steel% C Si Mn P S 内控指标 0.43~0.47 0.18~0.25 1.45~1.52 <0.025 0.24~0.30 目标 0.45 0.22 1.47 0.27 钢液100 t,喂入含Mg-Ca包芯线共180 m,喂线速度180 m/min,分四次喂线,每次45 m,每次间隔15 s;Mg-Ca包芯线米重:315 g/m,其中镁:10%,钙10%,硅28%,其余为工业纯铁,铁皮厚约0.45 mm;按照镁15%、钙10%收得率计算:
目标镁含量:180 m×315 g/m
$ \times $ 10%×15%/100 t = 8.5 ×10−6目标钙含量:180 m×315 g/m×10%×10%/100 t = 5.7 ×10−6
增硅量:180 m×0.315 g/m×28%×80%/100 t = 0.012%
以1144易切削钢为试验钢种,在不改变原有工艺的基础上,精炼结束后加入Mg-Ca硅铁合金包芯线进行改质,试验结束后对试验炉次铸坯、轧材取样检测,分析1144易切削钢中硫化物的类型、数量、尺寸和形态的变化,评估Mg改质工艺对高硫易切削钢的改质效果,取样过程如图1所示。
试验结束后对试验轧材钻屑取样检测其Mg含量,采用电感耦合等离子体光谱仪(ICP-OES)进行检测,结果为镁含量6 ×10−6 ,钙含量5 ×10−6 。
分别在试样边部、1/4处和中心处取10 mm×10 mm×10 mm的金相试样进行分析。将试样在金相砂纸上预磨、抛光,抛光后立即用清水洗净、无水乙醇去垢吹干,对样品连续随机不同部位进行拍照,采用Image J软件对金相照片进行黑白翻转,Image-Pro Plus软件对夹杂物的面积、等效直径进行计算和统计,使用飞纳扫描电镜对1144钢铸坯,轧材边部、1/4处和中心处夹杂物进行观察拍摄。
为观察试验炉次和对比炉次钢中夹杂物的三维形态变化,采用电流腐刻的方法将夹杂物的三维形态暴露出来。将抛光试样作为电解阳极,不锈钢钢片作为电解阴极,在无水电解液(1%四甲基氯化铵-10%三乙醇胺-甲醇)中进行恒电流、低温电解腐蚀,获得硫化物的三维形貌,并在扫描电镜下观察。电解液置于DC-3006型低温恒温槽中以保持低温环境,电解温度控制在−1~1 ℃,电流为0.2 A,时间为25 min。
为了分析Mg处理对易切削钢切削性能的影响,通过切削试验观察切削形态的差异,设备为C61320型卧式车床,车床刚性良好,试验刀具为YW2硬质合金机夹式车刀。切削条件为:保持进给量f =0.19 mm/r,切削深度ap=1 mm,转速w=180、560 r/min;保持进给量f =0.09 mm/r,切削深度ap=1 mm,转速w=560、1200 r/min,不使用切削液。
2. 试验结果与讨论
2.1 铸坯分析
2.1.1 硫化物夹杂形貌
图2所示为各炉次铸坯中依次取边部、1/4处和中心处的200倍的典型金相照片观察到的夹杂物的分布及主要形貌,由图2可见,1144钢中夹杂物尺寸从边部到中心再到1/4处夹杂物逐渐增大,夹杂物形貌呈不规则块状或团簇状,对比炉夹杂物基本呈簇状分布且较为密集,同时,采用Mg处理工艺后,试验炉有部分边缘部位的夹杂物变为椭球形,在宏观上看,夹杂物有沿晶界分布的特点,但不是特别明显,分布相对比较均匀。
 图 2 铸坯金相照片(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 2. Metallographic reproduction of casting billet
图 2 铸坯金相照片(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 2. Metallographic reproduction of casting billet使用飞纳扫描电镜对1144易切削钢铸坯边部、1/4处和中心处夹杂物进行观察拍摄,选取典型二维图片如图3所示。由图3可知,夹杂物都以簇状分布,在晶界的交界处以点状散落分布,该类硫化锰夹杂物一般认为是共晶反应生成。在晶粒间的残余液相中,因为硫的偏析导致硫元素的富集,使得硫化锰和高温铁素体相互搭桥析出,形成了这种混合在一起的夹杂物与组织。
为观察试验炉次和对比炉次钢中夹杂物的三维形态变化,采用电流腐刻的方法将夹杂物的三维形态暴露出来并在飞纳扫描电镜下观察拍摄,得到典型图片如图4所示。
硫化物形态主要分为3类:第Ⅰ类为球状;第Ⅱ类为树枝状或杆状;Ⅲ类为角状。发现对比炉次钢样中硫化物呈树枝状或杆状,分布于枝晶间,属于典型的Ⅱ类硫化物。Mg处理后的钢样中硫化物随机分布,由Ⅱ类向Ⅲ类、Ⅰ类转变,分布较为均匀,这表明Mg处理对硫化物具有显著的变质作用。
2.1.2 硫化物夹杂尺寸与分布
钢中夹杂物尺寸是影响其性能的重要因素,为了研究夹杂物尺寸对易切削钢性能的影响,故有必要对1144易切削钢铸坯中夹杂物尺寸进行研究,分析初始态的硫化物夹杂尺寸,从源头保证控制效果。对钢中夹杂物进行统计,结果如图5所示。由图5可以看出,边部与1/4处、中心处在不同范围区间内的侧重明显不同,在夹杂物面积的分布区间上,铸坯边部夹杂物、1/4处和中心处的夹杂物都主要分布在5 ~10 μm2的区间上。而在夹杂物的等效直径分布上,夹杂物主要分布在2.5 ~5 μm的区间内。
表2为铸坯中硫化物统计,从表中看出,相较于传统工艺而言,Mg处理后,钢中边部、1/4处和中心位置夹杂物平均面积有着不同程度的增大,等效直径也有不同程度的增加,夹杂物密度有着不同程度的减少,即Mg处理使得钢中小颗粒夹杂物数量减少,团聚成新的大颗粒夹杂。
 图 3 铸坯中夹杂物二维形貌(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 3. Two-dimensional morphology of the inclusions in casting billet
图 3 铸坯中夹杂物二维形貌(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 3. Two-dimensional morphology of the inclusions in casting billet 图 4 铸坯中夹杂物三维形貌(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 4. Three-dimensional morphology of the inclusions in casting billet
图 4 铸坯中夹杂物三维形貌(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 4. Three-dimensional morphology of the inclusions in casting billet2.1.3 硫化物夹杂成分
对实验炉次和对比炉次的典型夹杂物进行扫描观察拍摄,得到扫描能谱照片如图6所示。从图6可以看出,传统工艺的1144铸坯中的大部分硫化物都是单纯的硫化锰,呈伞棒状且较为细长,这种细长的硫化物会降低产品的疲劳性能和切削性能,使其极易产生裂纹。而采用Mg处理后,这种形态下的复合硫化物呈椭圆状或球状,且包裹在镁铝尖晶石外围的复合硫化锰夹杂物比例提升,这大大提高了产品的疲劳性能和切削性能,不易产生裂纹。
 图 5 铸坯夹杂物统计数据(a)、(b):对比炉;(c)、(d):试验炉Figure 5. Statistics of the inclusions in casting billet表 2 夹杂物统计数据Table 2. Statistics of inclusions according to its size
图 5 铸坯夹杂物统计数据(a)、(b):对比炉;(c)、(d):试验炉Figure 5. Statistics of the inclusions in casting billet表 2 夹杂物统计数据Table 2. Statistics of inclusions according to its size传统工艺 新工艺(Mg处理) 夹杂物平均面积/μm2 夹杂物等效直径/μm 夹杂物密度/(个·mm−2) 夹杂物平均面积/μm−2 夹杂物等效直径/μm 夹杂物密度/(个·mm−2) 中心 13.909 3.873 1169 16.412 4.245 1101 1/4处 16.858 4.091 1211 18.065 4.334 1065 边部 16.431 4.395 864 16.343 4.10 695 从夹杂物的成分来看,深黑色部分为镁铝尖晶石,而深灰色部分为镁铝尖晶石、氧化硅和硫化钙的复合物。同样钢中有大量的单独硫化锰夹杂物,有些夹杂物为环形,中间部位为铁基体,生成这种夹杂物时因为钢中硫含量较高,形成了一种凹形的夹杂物包裹了铁基体,后再磨抛时显示出了这种环形的夹杂物。
对传统处理工艺和Mg处理工艺下铸坯中夹杂物类型的统计如表3所示,从表3可以看出,Mg处理后,钢中单纯MnS夹杂变为复合夹杂物,包括Al-O-MnS复合硫化物、Mg-Al-O-MnS复合硫化物、Mg-Al-Ca-Si-O-MnS复合硫化物,改善了钢的切削性能和疲劳性能。
2.2 轧材分析
2.2.1 轧材评级
按照GB/T 10561—2005规定,沿轧制方向取样,然后进行磨抛,酒精喷吹后吹干置于蔡司金相显微镜下进行观察,选取恶劣的100倍视场拍照。
对1144钢对比炉次和试验炉次轧材取样分析,得到对比和试验轧材的金相如图7所示。
 图 6 铸坯典型夹杂物能谱照片(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 6. Energy spectrum results of typical inclusions in billets表 3 铸坯中夹杂物类型统计Table 3. Statistics of inclusion types in billets
图 6 铸坯典型夹杂物能谱照片(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 6. Energy spectrum results of typical inclusions in billets表 3 铸坯中夹杂物类型统计Table 3. Statistics of inclusion types in billets类型 对比炉 试验炉 个数 比例/% 个数 比例/% 单纯MnS 564 97.2 553 93.9 复合夹杂物 16 2.8 36 6.1 Al-O-MnS复合硫化物 14 2.5 0 0 Mg-Al-O-MnS复合硫化物 2 0.3 10 1.7 Mg-Al-Ca-Si-O-MnS复合硫化物 0 0 26 4.4  图 7 轧材评级金相图片(a)、(b)、(c)、(d):对比炉;(e)、(f)、(g)、(h):试验炉Figure 7. Metallographic phots for rolled material rating
图 7 轧材评级金相图片(a)、(b)、(c)、(d):对比炉;(e)、(f)、(g)、(h):试验炉Figure 7. Metallographic phots for rolled material rating1144易切削钢硫含量较高,所以金相上硫化锰夹杂物数量多,分布密集。整体上看,对比轧材上的尺寸差异较大,有大型的长条形硫化锰出现,而试验轧材上的硫化锰夹杂相对更细小,分布更为均匀。
1144易切削钢中硫含量较高,夹杂评级在3.0级以上,故不适用于用图谱对照的方法,所以GB/T 10515—2005中附录D中提供的公式进行夹杂物评级的级别计算。
1144易切削钢的轧材的对比炉次和试验炉次A类夹杂物评级结果如表4所示,对比轧材中细系长度最长是3341.8 μm,细系级别为6.0级,粗系长度最长是2434.4 μm,粗系级别为5.0级。试验轧材的细系长度最长是2766.7 μm,细系级别为5.5级,粗系长度最长是637.76 μm,粗系级别为4.0级。评级结果显示Mg处理后,中天钢铁1144钢A类夹杂物细系级别下降了0.5级,粗系级别下降了1.0级,并且钢中硫化锰夹杂物的尺寸和分布也得到了较好的改善。
表 4 轧材A类夹杂物评级结果Table 4. Results of grade inclusions of rolled steel炉次 对比炉次 试验炉次 细系长度/μm 细系评级 粗系长度/μm 粗系评级 细系长度/μm 细系评级 粗系长度/μm 粗系评级 1 2690 5.5 1647 4.0 2110 4.5 1317 2.5 2 2291 5.0 2434 5.0 2682 5.5 890 2.5 3 2206 4.5 1569 4.0 2369 5.0 1167 2.0 4 2108 4.5 1741 4.0 1 999 4.5 1719 4.0 5 2296 5.0 1658 4.0 2537 5.0 1690 4.0 6 2845 5.5 1562 4.0 2431 5.0 1795 4.0 7 3341 6.0 2292 5.0 2606 5.0 1322 2.5 8 2911 5.5 2242 5.0 2766 5.5 1564 4.0 2.2.2 轧材硫化物夹杂成分
1144易切削钢轧材对比炉次和实验炉次典型夹杂物的扫描和能谱分析如图8所示,从图8可以看出,对比轧材中大部分硫化锰夹杂物形态比较狭长,存在局部聚集的情况。对夹杂物的能谱显示,都是单独的硫化锰夹杂物。这种狭长形的硫化锰夹杂在长度统计时使得统计的数值较大,对应在评级区间的范围也更大,从而导致夹杂物评级的级别较高,同时,这种Ⅱ类夹杂物也会降低钢的切削性能。而试验炉次中,长条状夹杂物数量减少,逐步变为椭球状或球状,形状更加规则,分布更加均匀,使得1144钢的切削性能得到显著提升。
2.2.3 轧材硫化物夹杂三维形貌
对轧材金相试样进行如铸坯试样相同的电流腐刻处理,使夹杂物暴露出来,用飞纳扫描电镜观察传统工艺的轧材硫化物与Mg处理之后的硫化物三维形貌,分析Mg处理对轧材硫化物夹杂三维形貌的影响。得到的典型硫化物夹杂三位形貌如图9所示。从图中可以看出,传统工艺处理下的轧材硫化物夹杂呈现细长条状,且大量存在,分布不均匀,在钢中极易产生裂纹。而经过Mg处理之后的轧材,其细长条状硫化物夹杂明显减少,夹杂物呈现为小椭球状,且分布趋于均匀,不易产生裂纹。
2.3 切削性能分析
为了分析镁钙复合改质对钢材切削性能的影响,本节对采用传统工艺和镁钙复合改质后的试样开展切削性能的试验。钢材的切削性能可以通过切屑形态和工件表面粗糙度来间接评定。切屑形态是指切削过程中的排屑情况和碎屑的外形,切削过程中产生的热量绝大部分是由切屑带走,所以切屑形态是钢材切削性能的一个重要指标。切削试验圆棒如图10所示,切削试验参数如表5所示。
表 5 切削试验参数Table 5. Parameters of cutting test进给量f/(mm·r−1) 切削深度aq/mm 转速w/(r·min−1) 0.19 1 180 0.19 1 560 0.09 1 560 0.09 1 1200  图 8 轧材扫描能谱(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 8. Scanning energy spectra of rolled steel
图 8 轧材扫描能谱(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉Figure 8. Scanning energy spectra of rolled steel切屑长度越长说明钢材在切削过程中排屑能力越差,由于切削时切屑热量主要是由切屑带走,所以切屑长度越短说明钢材越易切削。由图11可知,对比炉轧材切屑存在较多的螺卷屑,镁钙复合处理的轧材切屑长度较对比轧材短,随着转速的增加,其切屑长度呈现出减小的趋势,由低转速的的卷曲状,变为高转速的“C”型屑,同时其切屑的长度降低,这说明在进给量为0.09 mm/r时,较高的转速有利于钢材的切削加工。对比相同转速下,镁钙复合改质后钢材的切屑长度降低,碎屑性能较好,这说明镁钙复合处理能够提高钢材的切削性能。
 图 11 对比炉和试验炉轧材切屑放大对比Figure 11. Comparison of amplificated scrap rolled in reference furnace and experimental furnace
图 11 对比炉和试验炉轧材切屑放大对比Figure 11. Comparison of amplificated scrap rolled in reference furnace and experimental furnace3. 结论
1)在易切削钢铸坯中,Mg处理使得硫化物夹杂由长条状变为椭球状,由Ⅱ类向Ⅲ类、Ⅰ类转变,分布更为均匀,同时使得复合硫化锰夹杂物比例提升。
2)在易切削钢轧材中,Mg处理使得钢中夹杂物细系级别下降了0.5级,粗系级别下降了1.0级,并且钢中硫化锰夹杂物的尺寸和分布也得到了较好的改善。
3)Mg处理的轧材切屑长度较对比轧材短,“C”型屑比例高,说明Mg处理能够有效提高易切削钢的切削加工性能。
-
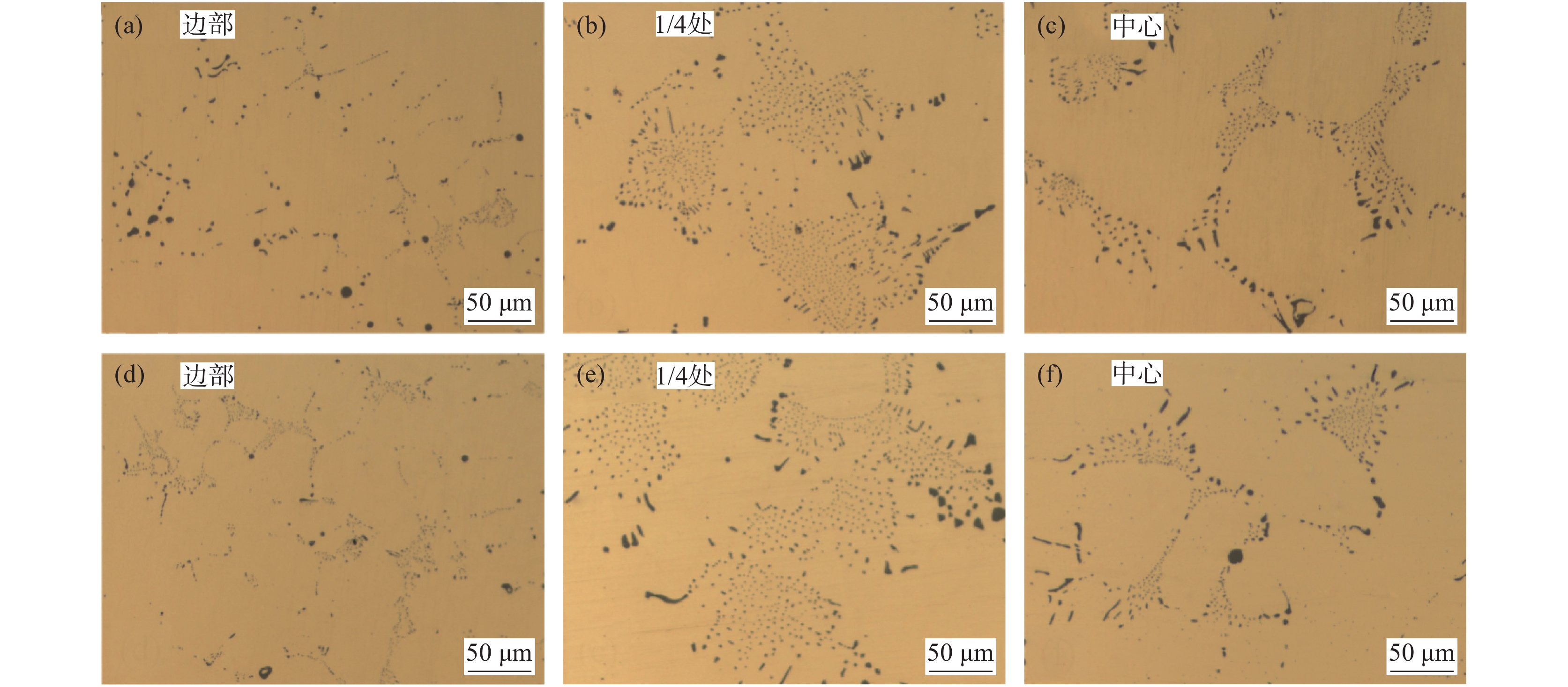
图 2 铸坯金相照片
(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉
Figure 2. Metallographic reproduction of casting billet

图 3 铸坯中夹杂物二维形貌
(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉
Figure 3. Two-dimensional morphology of the inclusions in casting billet

图 4 铸坯中夹杂物三维形貌
(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉
Figure 4. Three-dimensional morphology of the inclusions in casting billet

图 5 铸坯夹杂物统计数据
(a)、(b):对比炉;(c)、(d):试验炉
Figure 5. Statistics of the inclusions in casting billet

图 6 铸坯典型夹杂物能谱照片
(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉
Figure 6. Energy spectrum results of typical inclusions in billets

图 7 轧材评级金相图片
(a)、(b)、(c)、(d):对比炉;(e)、(f)、(g)、(h):试验炉
Figure 7. Metallographic phots for rolled material rating

图 8 轧材扫描能谱
(a)、(b)、(c):对比炉;(d)、(e)、(f):试验炉
Figure 8. Scanning energy spectra of rolled steel

图 11 对比炉和试验炉轧材切屑放大对比
Figure 11. Comparison of amplificated scrap rolled in reference furnace and experimental furnace
表 1 1144易切削钢试验钢种成分要求
Table 1. 1144 test steel composition requirements for free cutting steel
% C Si Mn P S 内控指标 0.43~0.47 0.18~0.25 1.45~1.52 <0.025 0.24~0.30 目标 0.45 0.22 1.47 0.27  下载: 导出CSV
下载: 导出CSV
表 2 夹杂物统计数据
Table 2. Statistics of inclusions according to its size
传统工艺 新工艺(Mg处理) 夹杂物平均面积/μm2 夹杂物等效直径/μm 夹杂物密度/(个·mm−2) 夹杂物平均面积/μm−2 夹杂物等效直径/μm 夹杂物密度/(个·mm−2) 中心 13.909 3.873 1169 16.412 4.245 1101 1/4处 16.858 4.091 1211 18.065 4.334 1065 边部 16.431 4.395 864 16.343 4.10 695
下载: 导出CSV
表 3 铸坯中夹杂物类型统计
Table 3. Statistics of inclusion types in billets
类型 对比炉 试验炉 个数 比例/% 个数 比例/% 单纯MnS 564 97.2 553 93.9 复合夹杂物 16 2.8 36 6.1 Al-O-MnS复合硫化物 14 2.5 0 0 Mg-Al-O-MnS复合硫化物 2 0.3 10 1.7 Mg-Al-Ca-Si-O-MnS复合硫化物 0 0 26 4.4
下载: 导出CSV
表 4 轧材A类夹杂物评级结果
Table 4. Results of grade inclusions of rolled steel
炉次 对比炉次 试验炉次 细系长度/μm 细系评级 粗系长度/μm 粗系评级 细系长度/μm 细系评级 粗系长度/μm 粗系评级 1 2690 5.5 1647 4.0 2110 4.5 1317 2.5 2 2291 5.0 2434 5.0 2682 5.5 890 2.5 3 2206 4.5 1569 4.0 2369 5.0 1167 2.0 4 2108 4.5 1741 4.0 1 999 4.5 1719 4.0 5 2296 5.0 1658 4.0 2537 5.0 1690 4.0 6 2845 5.5 1562 4.0 2431 5.0 1795 4.0 7 3341 6.0 2292 5.0 2606 5.0 1322 2.5 8 2911 5.5 2242 5.0 2766 5.5 1564 4.0
下载: 导出CSV
表 5 切削试验参数
Table 5. Parameters of cutting test
进给量f/(mm·r−1) 切削深度aq/mm 转速w/(r·min−1) 0.19 1 180 0.19 1 560 0.09 1 560 0.09 1 1200
下载: 导出CSV
-
[1] Yang Wen, Yang Xiaogang, Zhang Lifeng, et al. Review of control of MnS inclusions in steel[J]. Steelmaking, 2013,29(6):71−78. (杨文, 杨小刚, 张立峰, 等. 钢中MnS夹杂物控制综述[J]. 炼钢, 2013,29(6):71−78. doi: 10.3969/j.issn.1002-1043.2013.06.017 [2] Yu Zhe, Liu Chengjun, Min Yi, et al. Experimental study on inclusions control of resulfurized free cutting steel[J]. Iron Steel Vanadium Titanium, 2017,38(3):140−144. (于哲, 刘承军, 闵义, 等. 含硫易切削钢夹杂物控制试验研究[J]. 钢铁钒钛, 2017,38(3):140−144. doi: 10.7513/j.issn.1004-7638.2017.03.025 [3] Li Guozhong,Wang Fuming,Hui Rong,et al. Effects of sulfur addition methods and Ca-Si treatment on the microstructure and properties of 30MnVS[J]. International Journal of Minerals Metallurgy and Materials, 2009,16(6):650−653. [4] Wang Deyong, Xu Zhou, Qu Tianpeng. Effect of Mg addition on inclusions and solidification structure in low carbon microalloy steels[J]. Steelmaking, 2017,(5):12−18. (王德永, 徐周, 屈天鹏. 镁处理对低碳微合金钢中夹杂物和凝固组织的影响[J]. 炼钢, 2017,(5):12−18. [5] Jiang Guanghui, Gu Longjian, Shi Zhe, et al. General situation and trend for free-cutting steel[J]. Sichuan Metallurgy, 2006,28(5):10−14. (蒋光辉, 古隆建, 施哲, 等. 易切削钢现状与发展趋势[J]. 四川冶金, 2006,28(5):10−14. doi: 10.3969/j.issn.1001-5108.2006.05.004 [6] Lv Ming, Wang Bo, Wang Deyong, et al. Control performance of nonmetallic inclusion in molten steel using Mg-treatment[J]. Steelmaking, 2014,30(5):1−4. (吕铭, 王博, 王德永, 等. 镁处理对钢中非金属夹杂物的控制效果[J]. 炼钢, 2014,30(5):1−4. [7] Xiao Guohua, Dong Han, Wang Maoqiu, et al. Effect of Mg/Ca-treatment on morphology of sulfide in non-quenched and tempered steel[J]. Iron & Steel, 2011,46(4):65−69. (肖国华, 董瀚, 王毛球, 等. 镁和镁钙处理对非调质钢中硫化物形态的影响[J]. 钢铁, 2011,46(4):65−69. [8] Tian Xiangsheng, Zhu Longfei, Lin Hao, et al. Effect of trace magnesium treatment on inclusion and microstructure of cast low carbon steel[J]. Journal of Materials ence and Engineering, 2017,3:489−493, 484. (田祥省, 祝龙飞, 林浩, 等. 微镁处理对铸态低碳钢中夹杂物和组织的影响[J]. 材料科学与工程学报, 2017,3:489−493, 484. [9] Guo Zhenhe, Deng Liqin. Effect of Mg and Ca treatment on inclusion and fatigue properties of wheel steel[J]. Baosteel Technology, 2016,(4):16−20. (郭振和, 邓丽琴. 镁钙处理对车轮钢中夹杂物及疲劳性能的影响[J]. 宝钢技术, 2016,(4):16−20. doi: 10.3969/j.issn.1008-0716.2016.01.017 [10] Zhou Yahui, Lin Hao, Tong Lianhai, et al. Effect of magnesium treatment on inclusions and microstructure of low carbon steel[J]. Hot Working Technology, 2016,45(9):31−34. (周亚辉, 林浩, 仝连海, 等. 镁处理对低碳钢中夹杂物和组织的影响[J]. 热加工工艺, 2016,45(9):31−34. [11] Lu Pengyan, Wu Huajie, Yue Feng, et al. Effect of calcium treatment on change behavior of inclusions in sulfur-containing non quenched and tempered steel[J]. Steelmaking, 2015,31(2):30−35. (陆鹏雁, 吴华杰, 岳峰, 等. 钙处理对含硫非调质钢中夹杂物演变行为的影响[J]. 炼钢, 2015,31(2):30−35. [12] Shao Xiaojing, Wang Xinhua, Jiang Min, et al. Effect of heat treatment conditions on shape control of large-sized elongated MnS inclusions in resulfurized free-cutting steels[J]. Isij International, 2011,51(12):1995−2001. doi: 10.2355/isijinternational.51.1995 [13] Jiang Zhouhua, Zhuang Ying, Li Yang, et al. Effect of modification treatment on inclusions in 430 stainless steel by Mg-Al alloys[J]. Journal of Iron and Steel Research(International), 2013,20(5):6−10. doi: 10.1016/S1006-706X(13)60089-8 [14] Wang Xiaohong, Xie Bing, Feng Zhongyu. Present status and development of research on free cutting steel at home and abroad[J]. Special Steel, 2005,(4):26−28. (王小红, 谢兵, 冯仲渝. 国内外易切削钢的现状和研究进展[J]. 特殊钢, 2005,(4):26−28. doi: 10.3969/j.issn.1003-8620.2005.04.008 [15] Wang Yvnan, Bao Yanping, Wang Min, et al. Smelting process and machinability of BN-type free cutting steel[J]. Journal of University of Science & Technology Beijing, 2013,35(7):869−874. (王毓男, 包燕平, 王敏, 等. BN型易切削钢的冶炼工艺及其切削加工性[J]. 北京科技大学学报, 2013,35(7):869−874. 期刊类型引用(11)
1. 温娟,鞠新华,来萍,周晓伟,吕廼冰,张莉霞. SEP 1572—2019对易切削钢中硫化物夹杂物的评定方法. 理化检验-物理分册. 2025(02): 35-39 .  百度学术
百度学术2. 周禹,巨银军,张天舒,王嵘坤,李万明. 含硫易切削钢的钙处理工艺研究与实践. 钢铁. 2024(12): 68-80 . 百度学术3. 王英虎,郑淮北,刘庭耀,宋令玺,白青青. Y12Cr18Ni9Cu易切削钢的平衡凝固相变与MnS析出行为. 金属热处理. 2023(02): 62-66 . 百度学术4. 刘增平,李杰,沈伟,付建勋. 38MnVS6非调质钢中硫化物碲改质工业实践. 钢铁钒钛. 2023(02): 200-204 .  本站查看
本站查看5. 马娥. 含硫非调质钢中硫化锰夹杂物的控制. 河北冶金. 2023(08): 63-66 . 百度学术6. 王英虎. 硫含量对Y12Cr18Ni9易切削钢中硫化物形态及性能的影响. 金属热处理. 2023(09): 183-190 . 百度学术7. 王梓菲,张盼盼,朱浩然,付建勋. 1215易切削钢硫化物碲改质及其机制分析. 昆明理工大学学报(自然科学版). 2022(04): 26-35 . 百度学术8. 王英虎. 铈-硫易切削钢平衡析出相热力学计算与分析. 金属热处理. 2022(09): 264-271 . 百度学术9. 王英虎,郑淮北,宋令玺,刘庭耀. 热变形工艺对铈-硫易切削不锈钢中硫化物形态演变的影响. 金属热处理. 2022(10): 99-106 . 百度学术10. 史超,庞守涛,王鼎,刘洁,梁恩溥,李元贞. 稀土Ce对非调质钢切削加工性能的影响. 金属功能材料. 2022(06): 45-52 . 百度学术11. 王英虎,郑淮北,方轶,刘庭耀,王利伟,姚斌. Y12Cr18Ni9易切削钢铸态组织及力学性能研究. 钢铁钒钛. 2022(06): 166-172 . 本站查看其他类型引用(1)
-

 下载:
下载:














 百度学术
百度学术 点击查看大图
点击查看大图

计量
- 文章访问数: 668
- HTML全文浏览量: 119
- PDF下载量: 83
- 被引次数: 12

