Abstract:
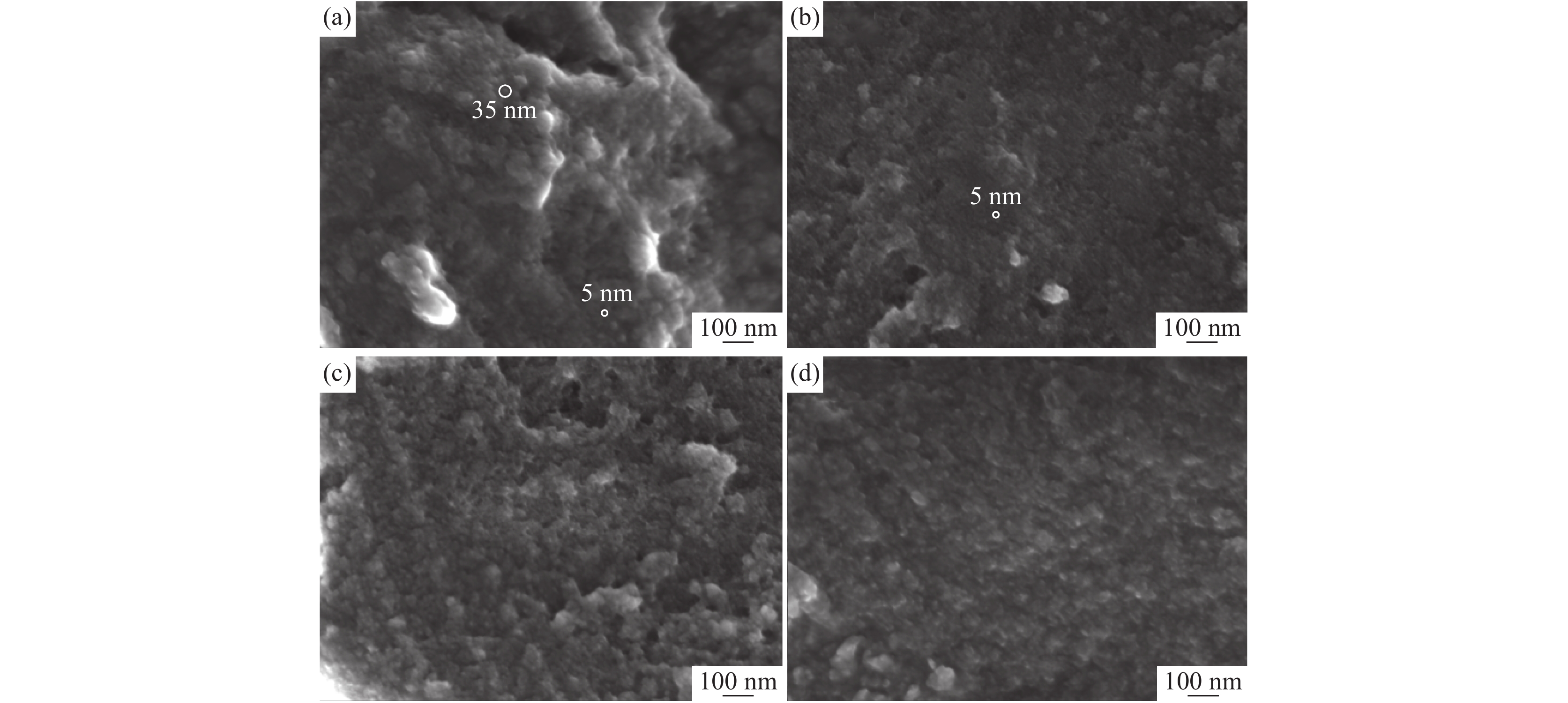
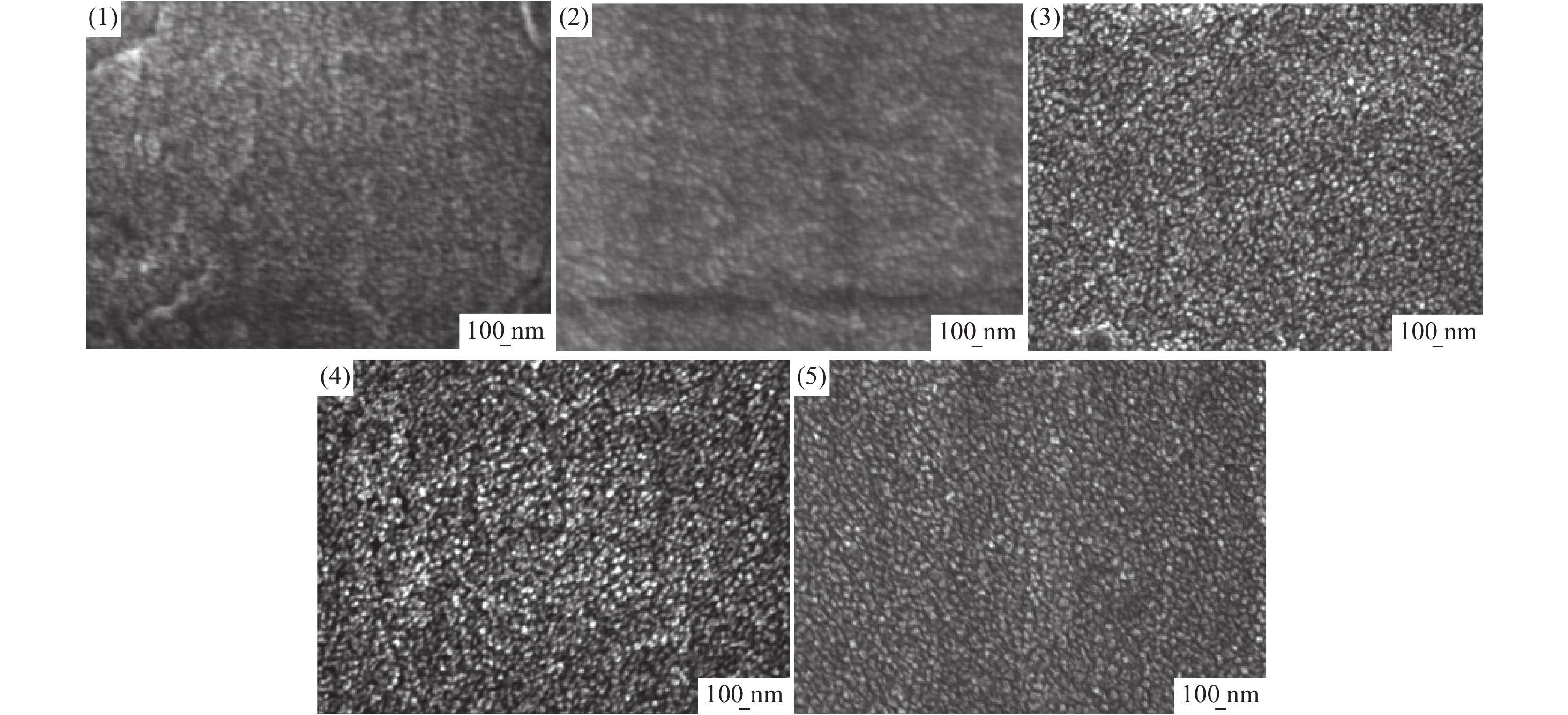
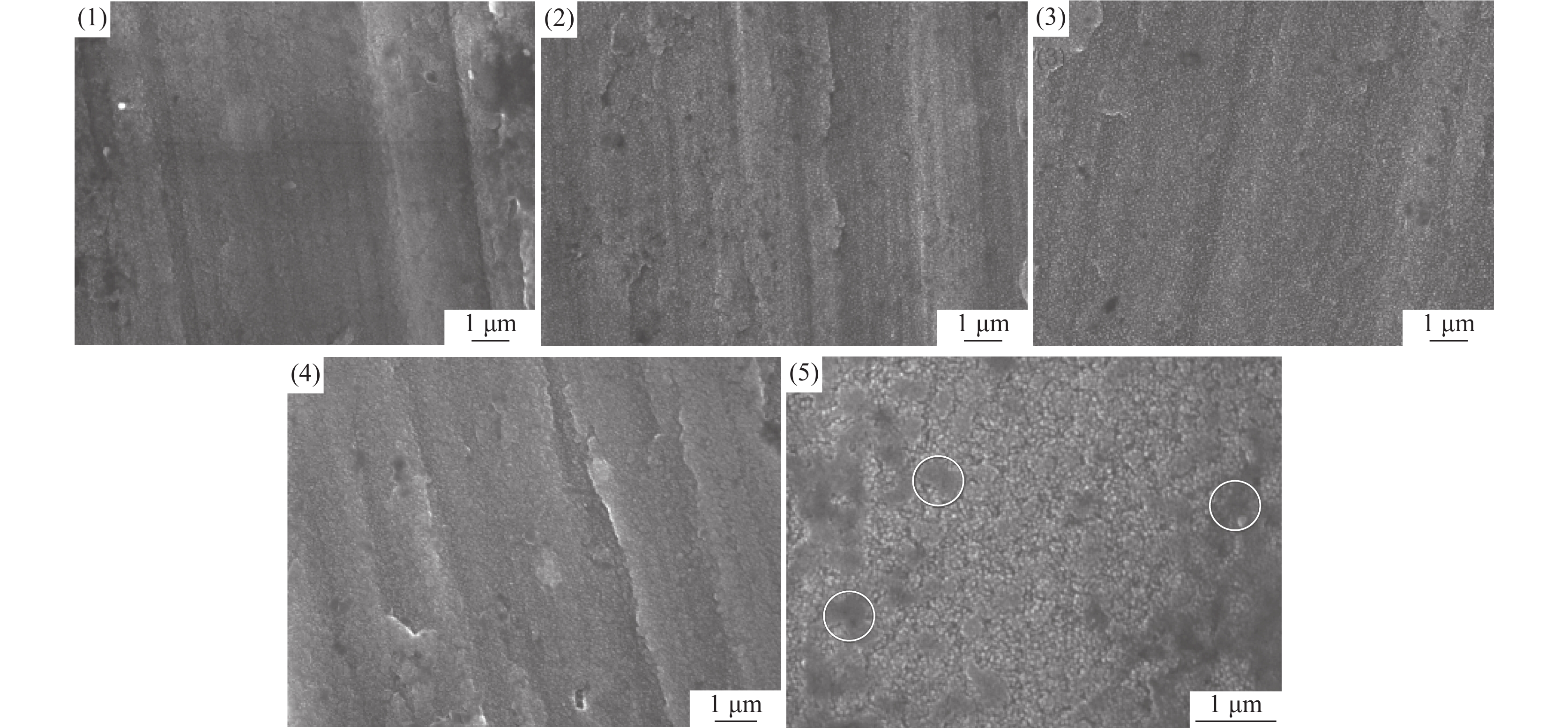
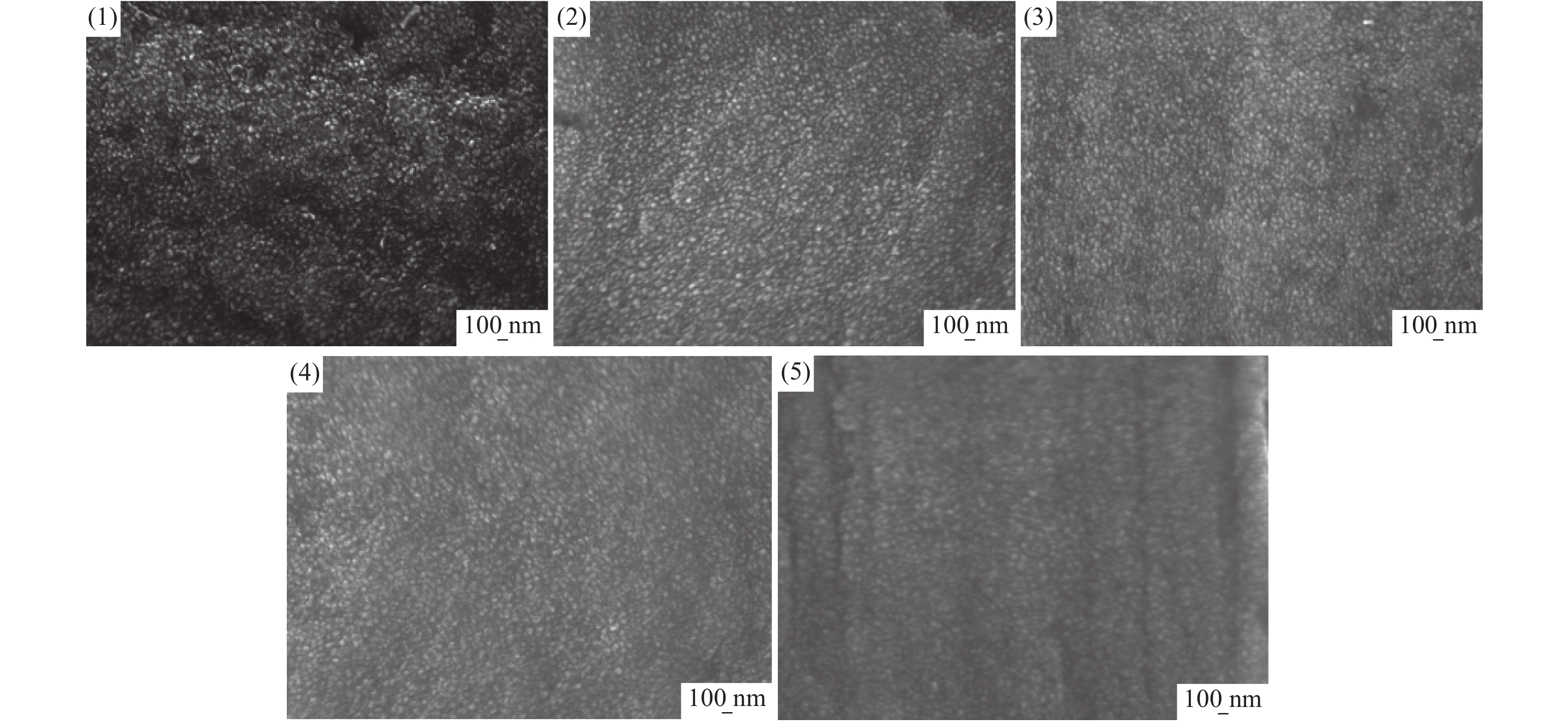
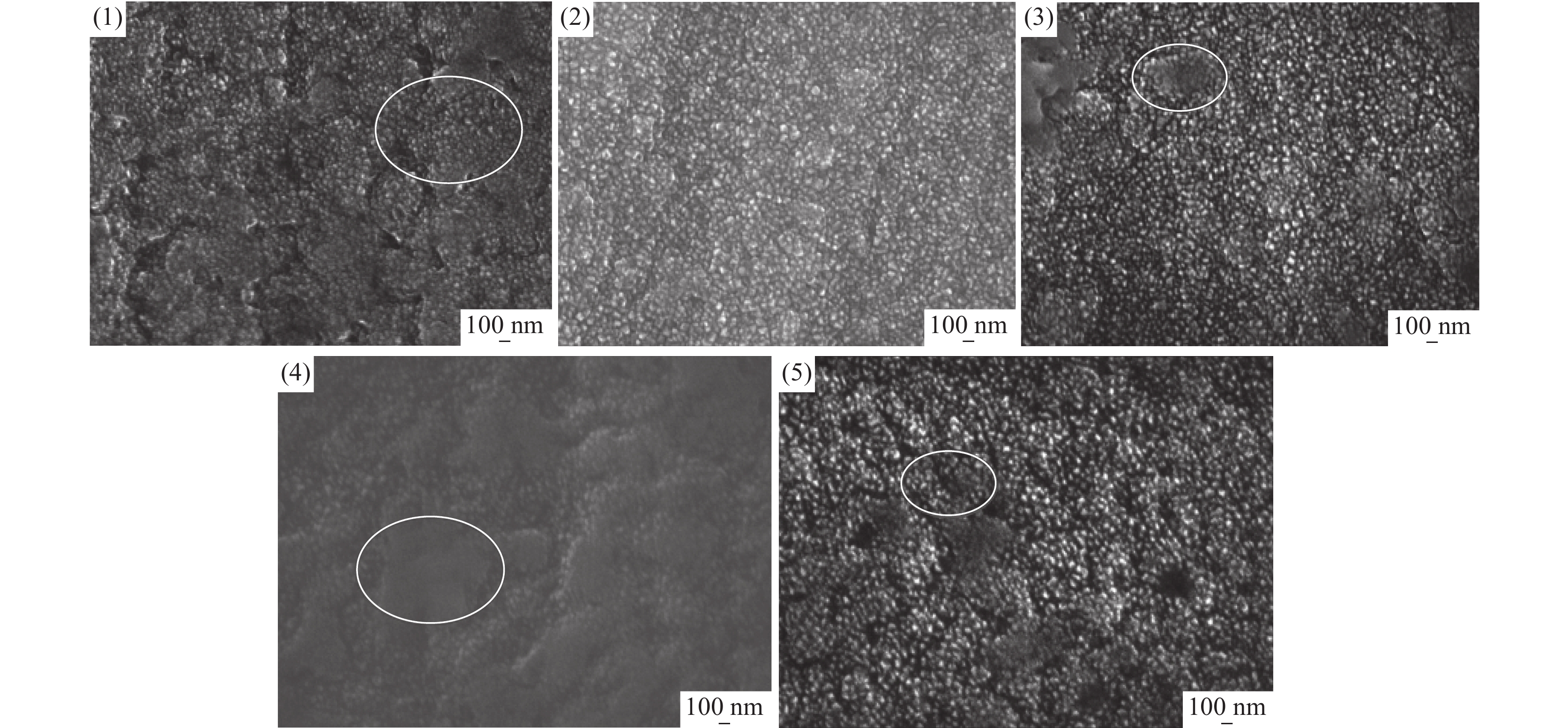
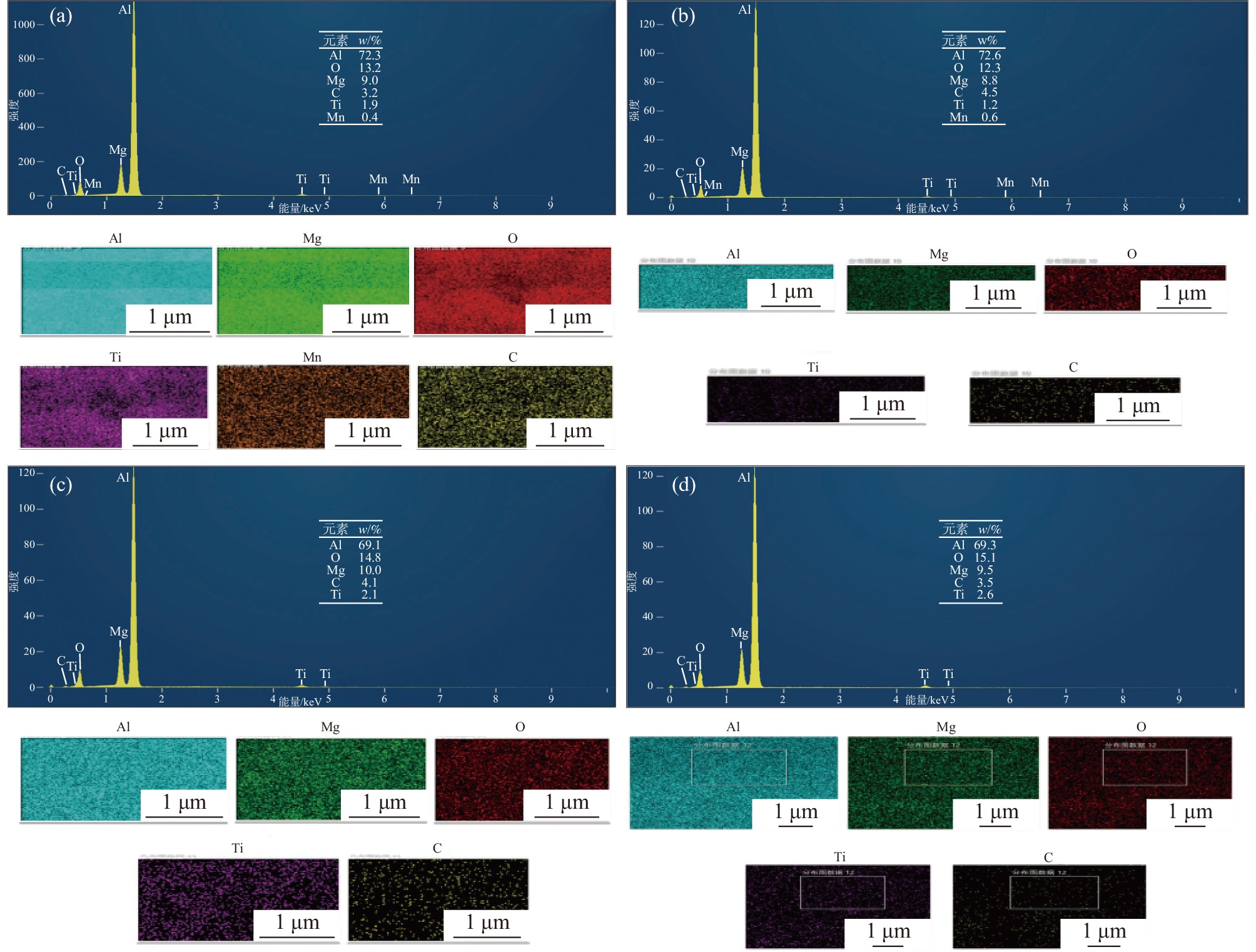
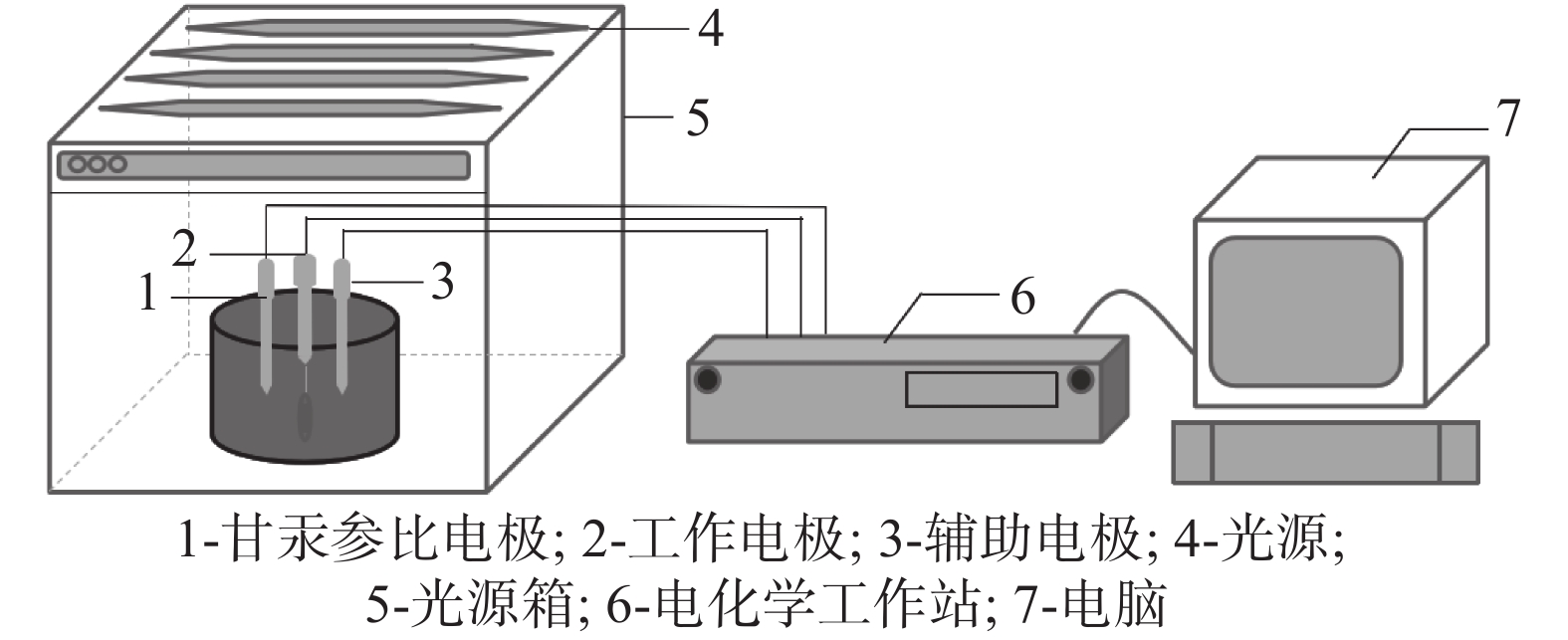
Based on the research background and advantages of enterprise production, cheap and easily available titanium sources (such as TiOSO4) were used as raw materials to prepare one or more nano-titanium-based films on the substrate surface by sol-gel method with simple reaction and convenient operation. The corrosion resistance of substrate after coating was studied under ultraviolet light and dark state conditions, with the intention of greatly improving the corrosion resistance of the substrate through the coating. The preparation process of hydrosol was optimized by selecting titanium source, precipitant, titanium concentration of hydrosol, proportion of complexing agent and reaction temperature. At the same time, the viscosity and temperature characteristics of hydrosol at different concentrations were studied, and the size and morphology of the particles were observed by the sol-gel method. The particle size of the sol was less than 50 nm. In the later stage, the films with different layers were prepared on the substrate surface by uniform pulling method, the nano titanium based films were obtained by corresponding heat treatment, and the morphology of the nano films was studied. Finally, the substrate was made into an electrode and immersed in a 3.5% sodium chloride solution to test its anti-corrosion performance. The particle size on the surface of the nano-film was less than 50 nm, and the thickness of the five layers of film was 1 μm. The results show that the corrosion resistance of the substrate can be improved by anti-corrosive film on the substrate surface. The protection efficiency is up to 99.73% and 99.14% respectively in dark state and under ultraviolet light, compared with that of the substrate. Meanwhile, through the analysis of the open circuit potential of the substrate under dark state and ultraviolet light, the negative shift of the open circuit potential of the substrate under ultraviolet light is different from that of the dark state, which shows the light response of the film.