2022 Vol. 43, No. 4
Display Method:








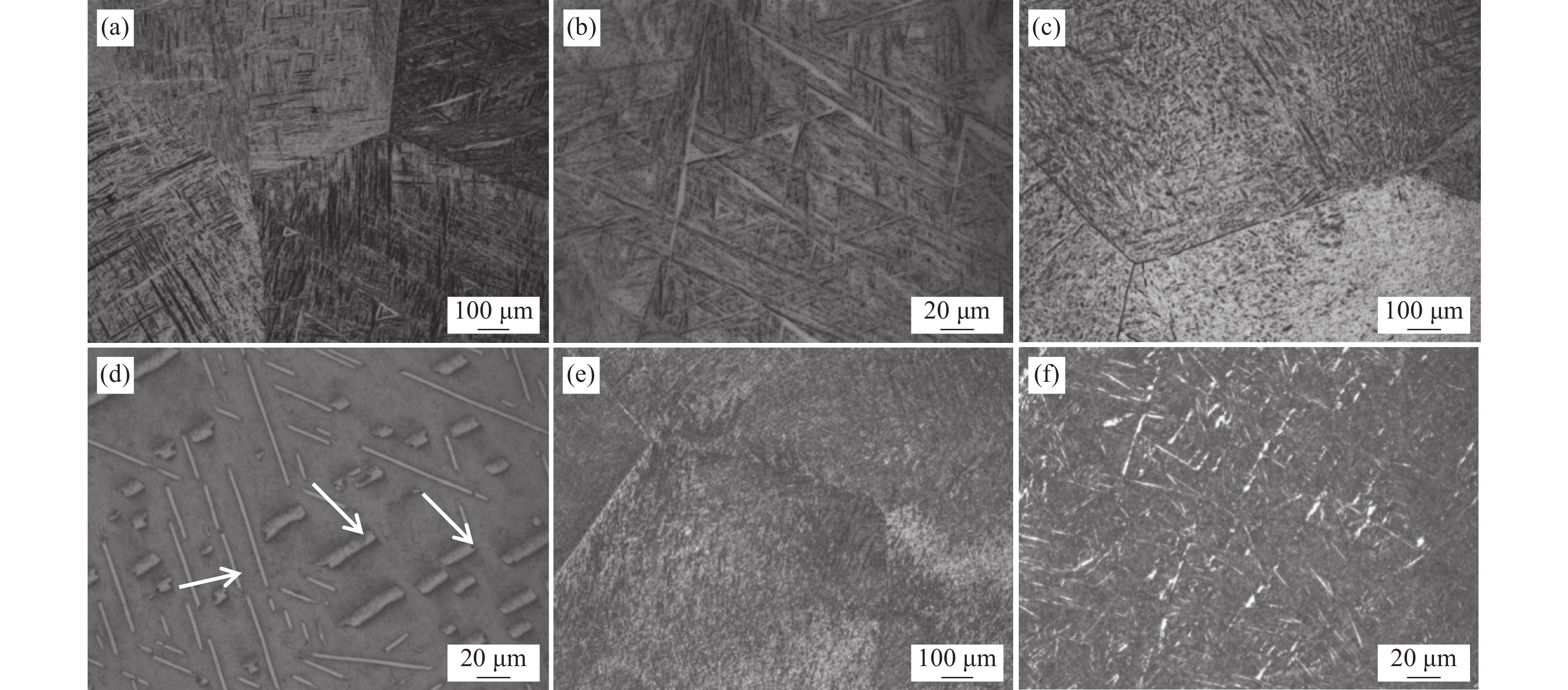
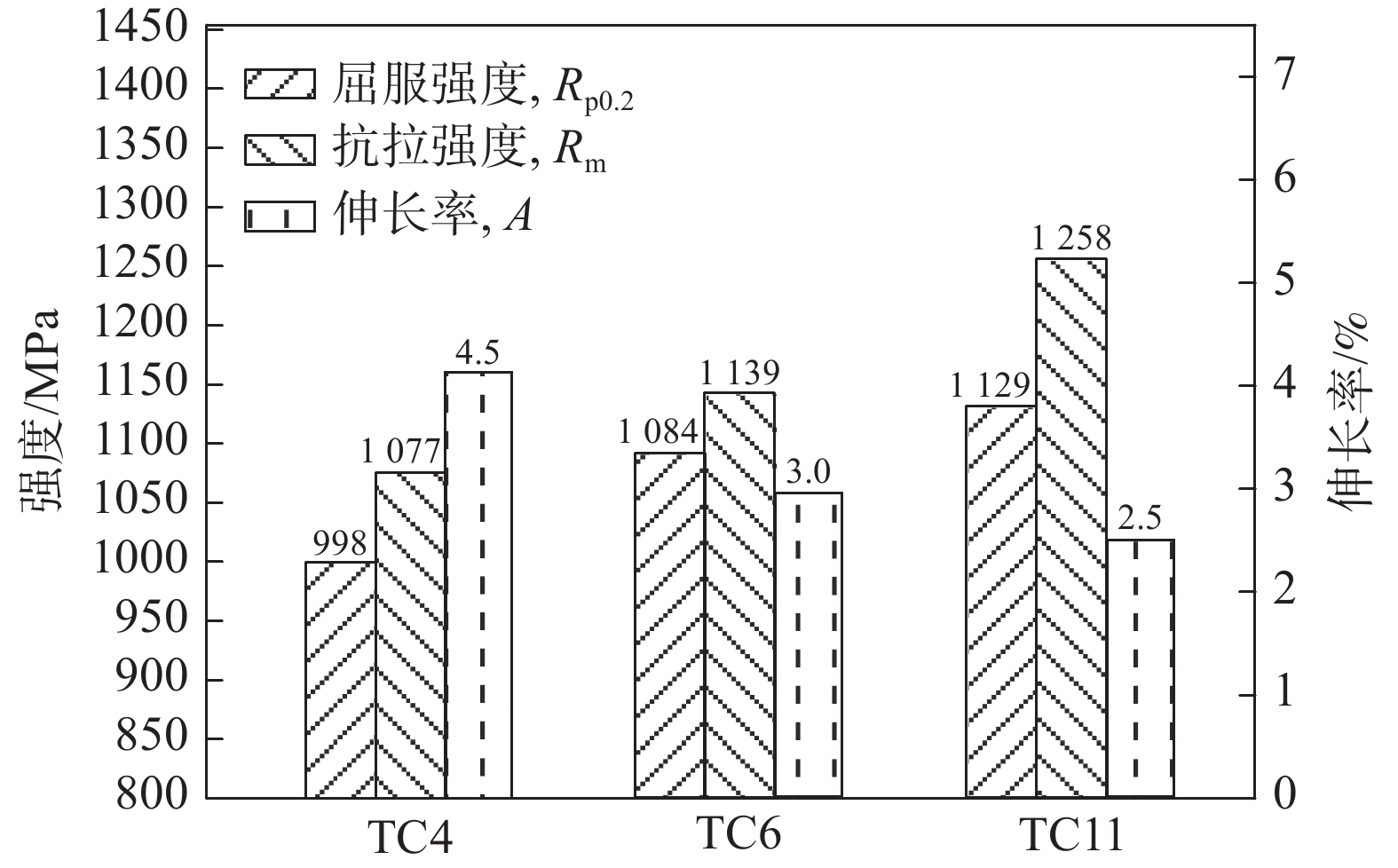
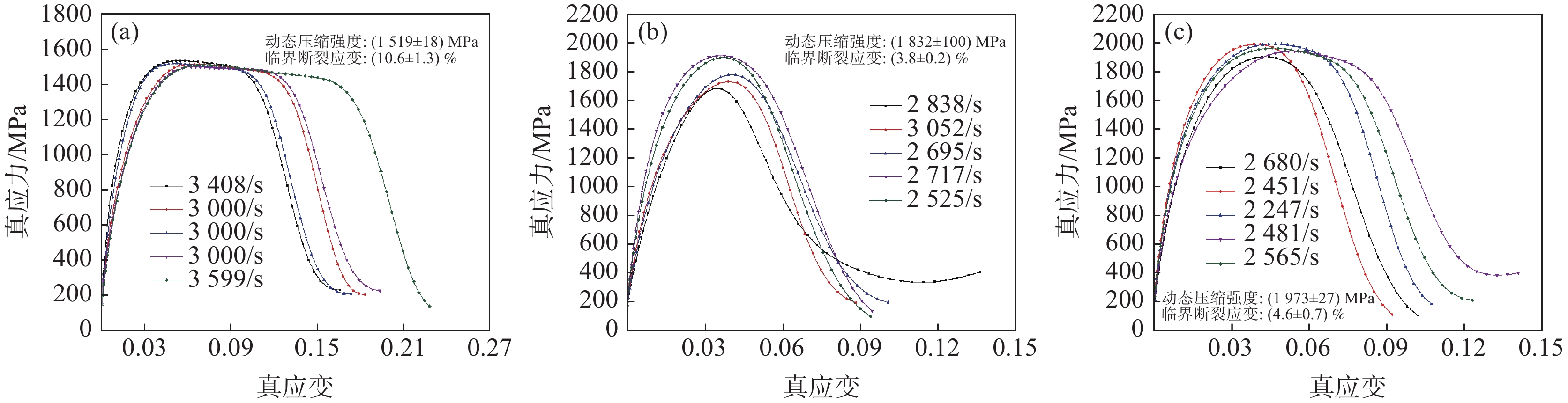
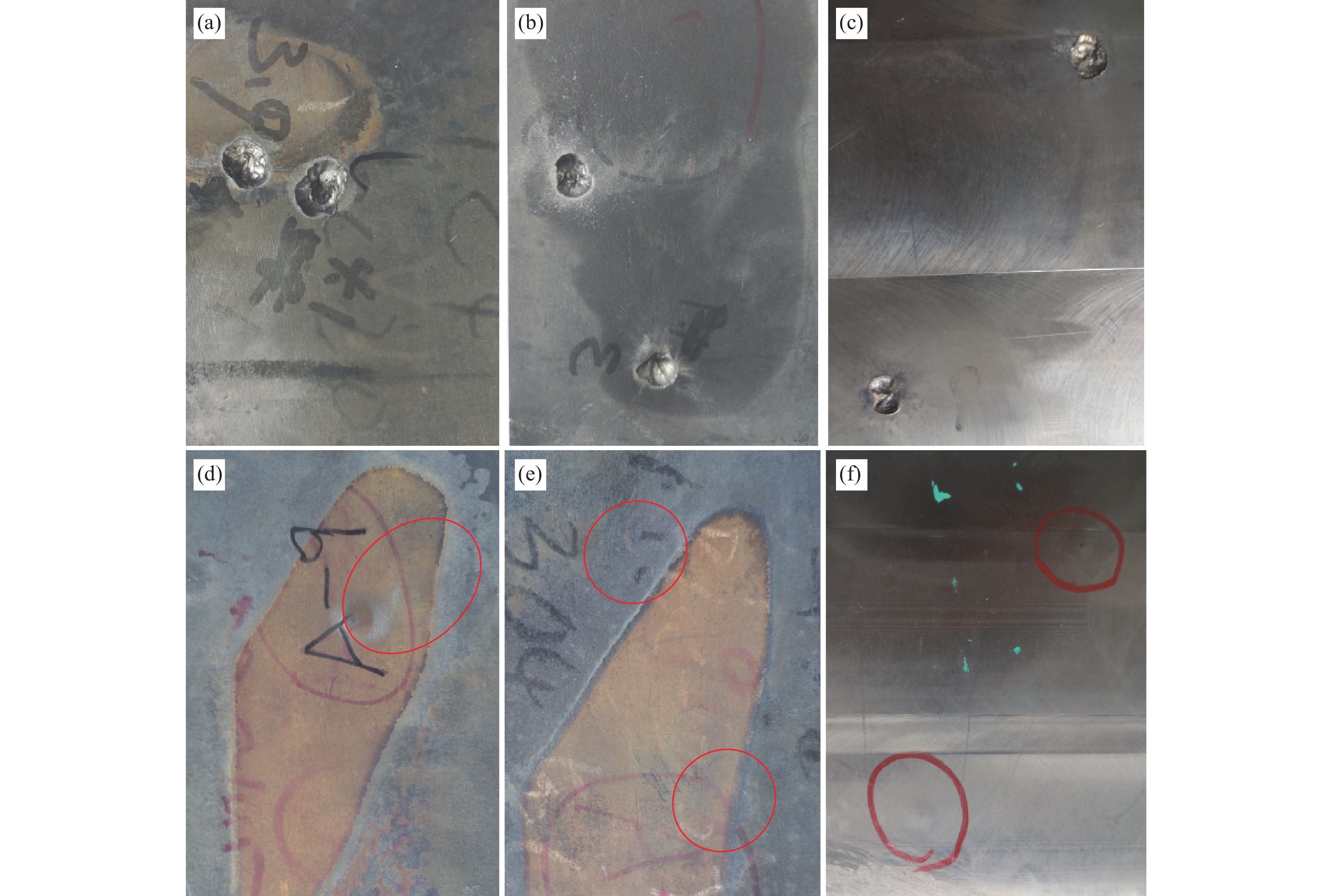
Influence of dynamic compression properties on ballistic performance of α+β two-phase titanium alloy
2022, 43(4): 42-47.
doi: 10.7513/j.issn.1004-7638.2022.04.007
Abstract:












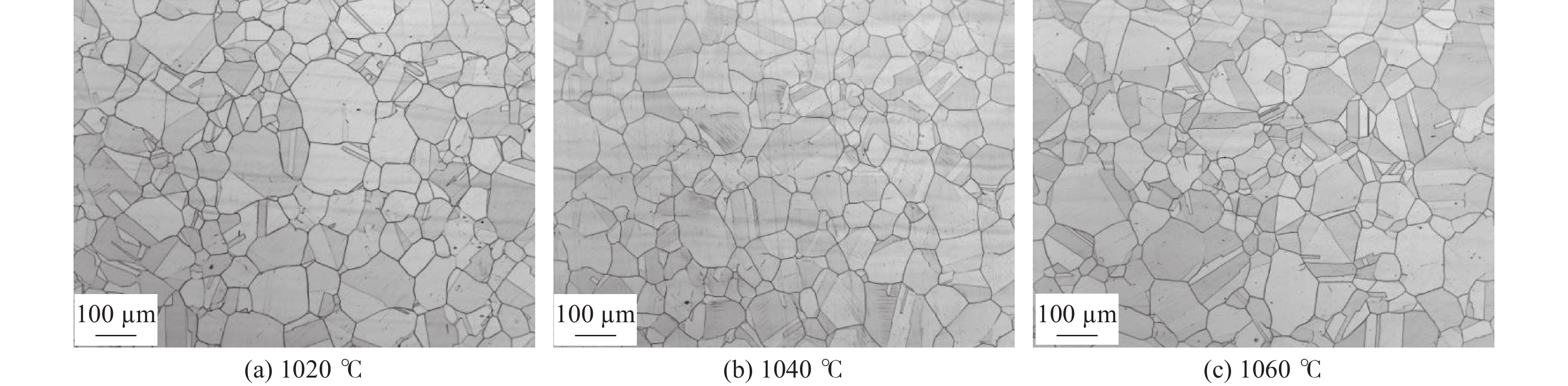
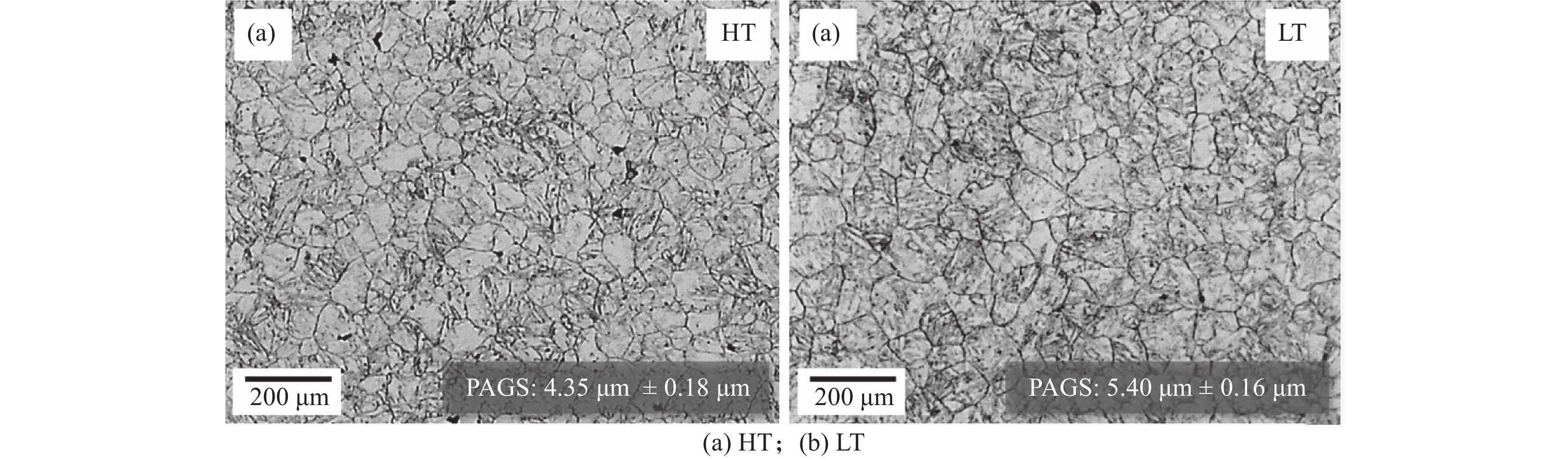
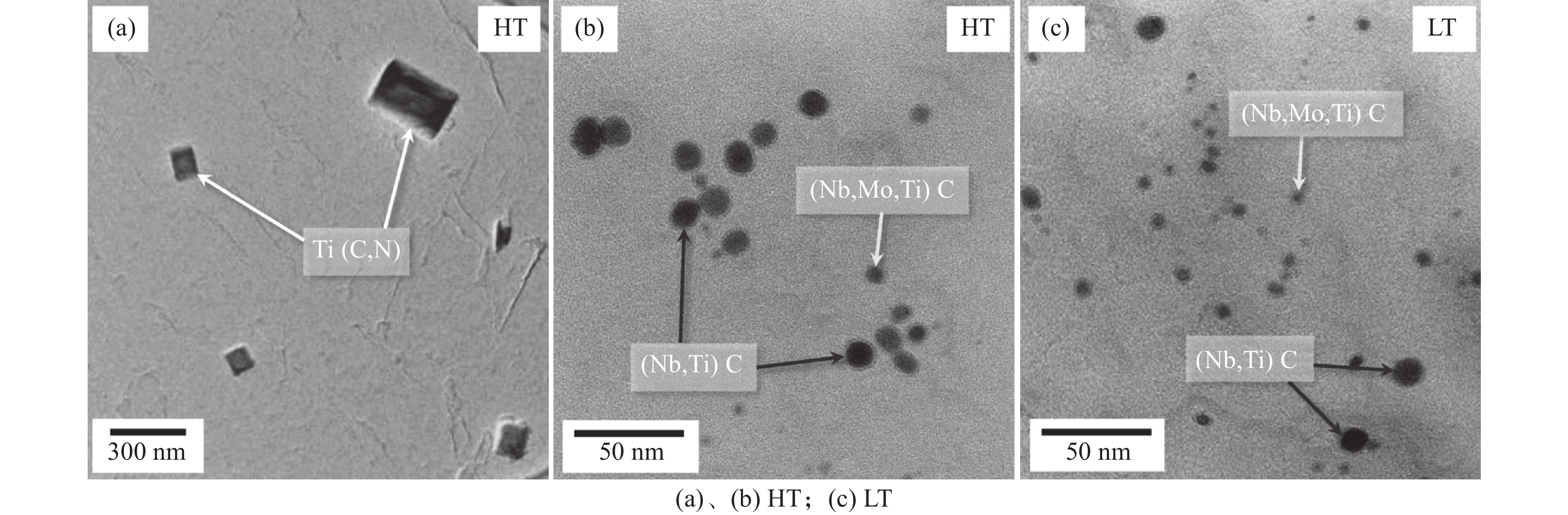
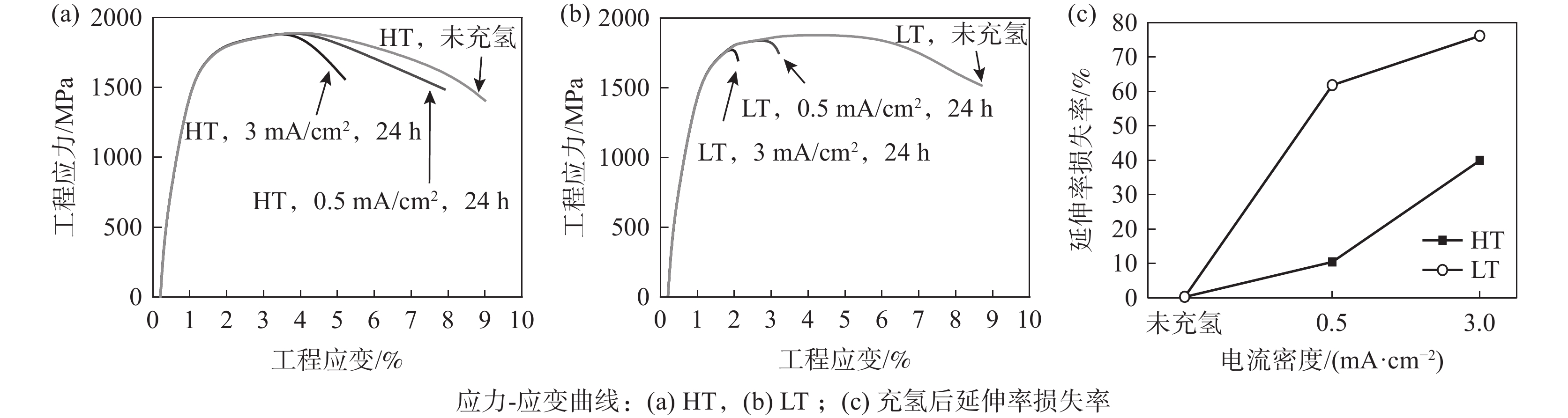
Effect of final cooling temperature on the microstructure and DWTT of thick X80 linepipe steel strip
2022, 43(4): 167-172.
doi: 10.7513/j.issn.1004-7638.2022.04.025
Abstract: