Abstract:
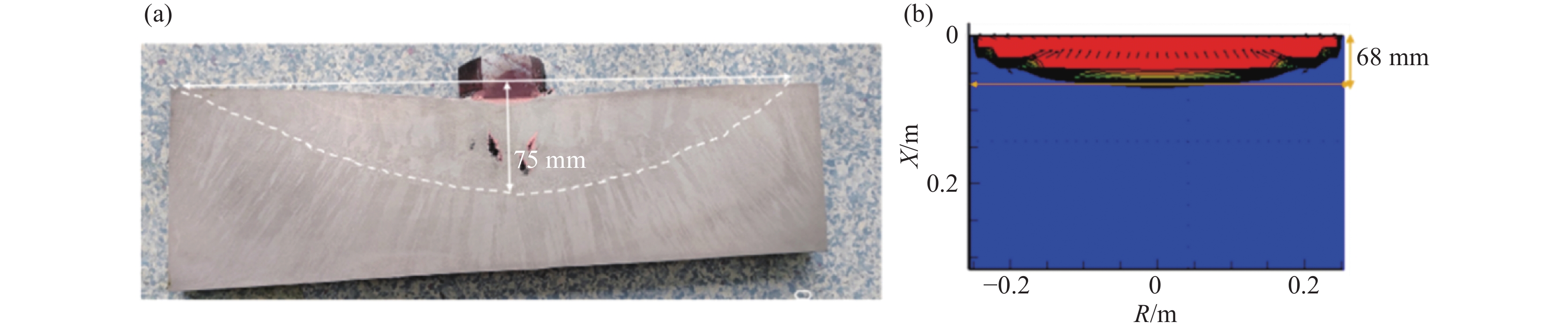
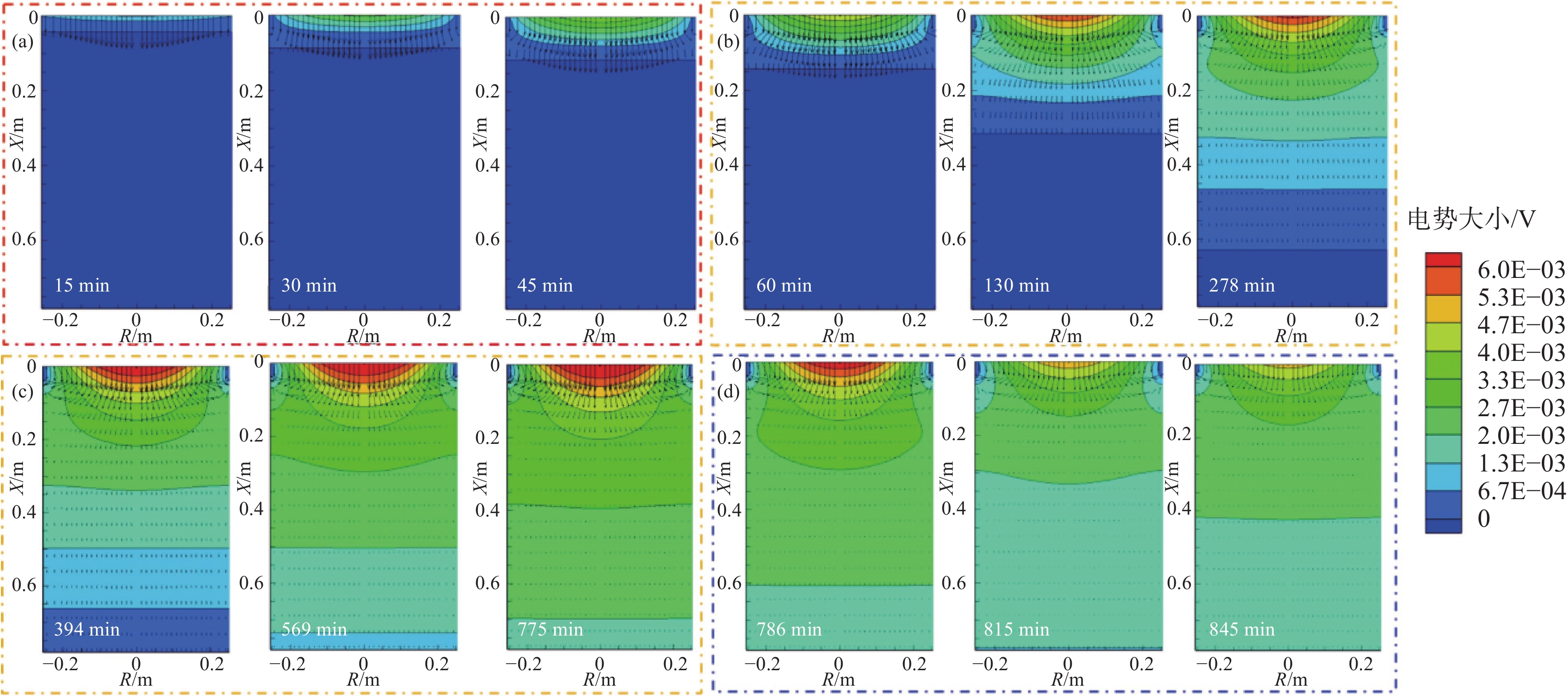
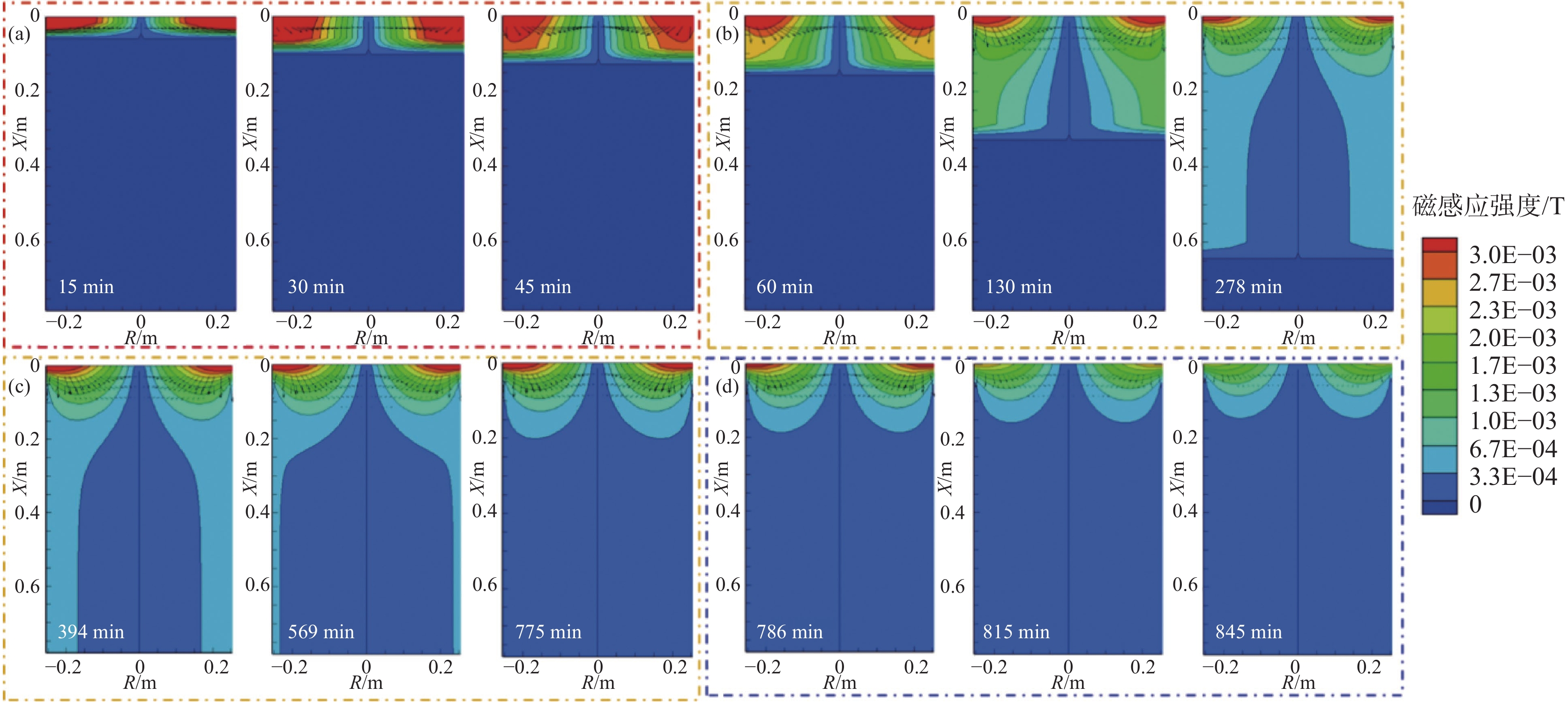
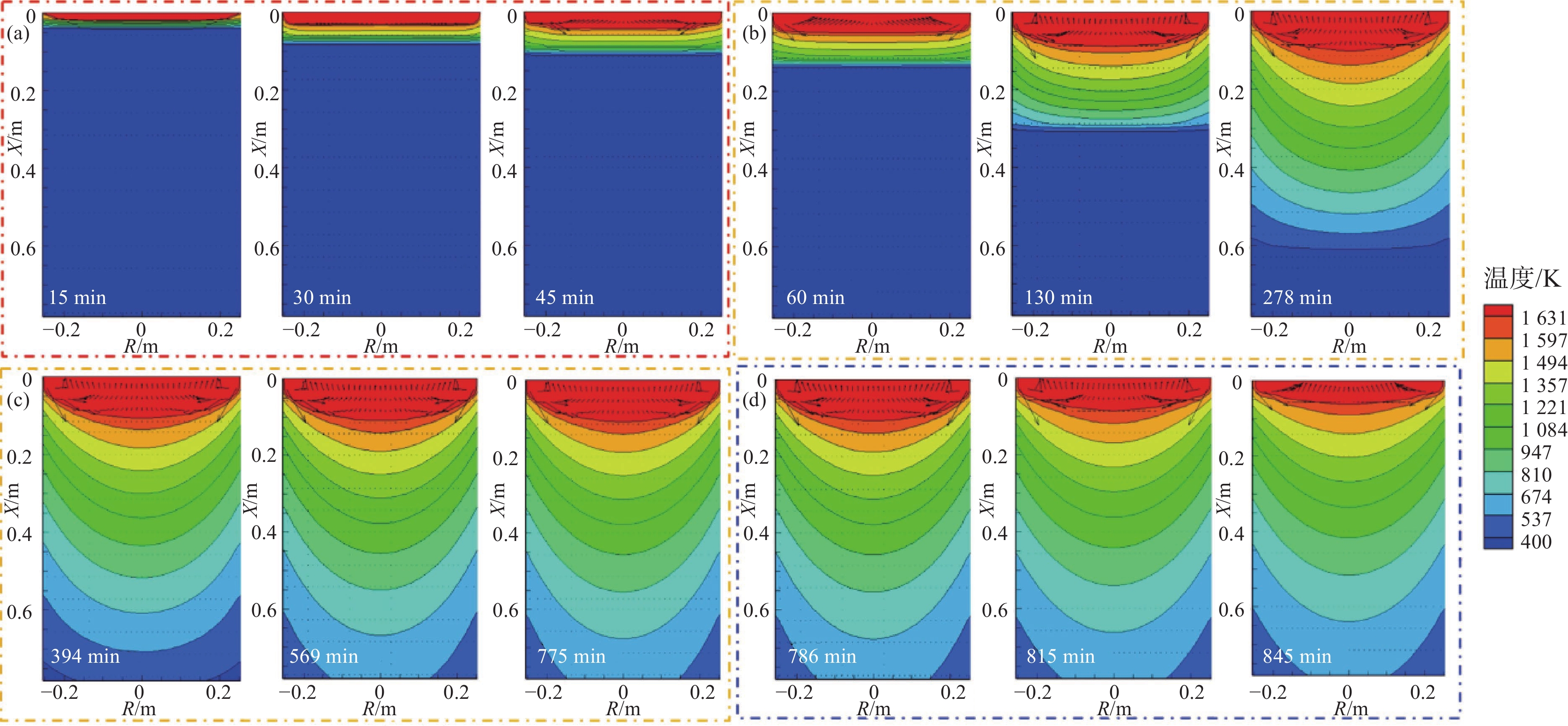
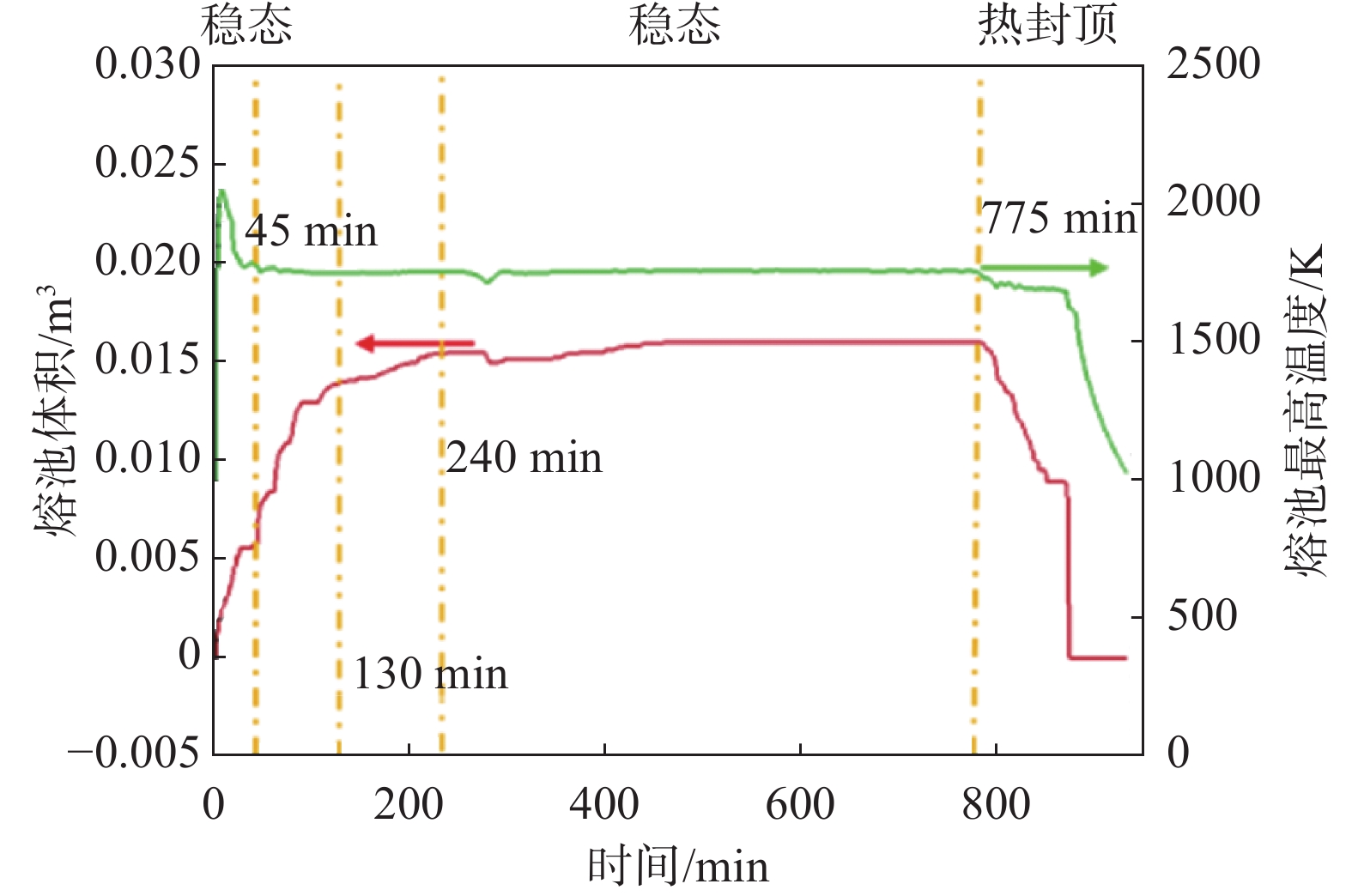
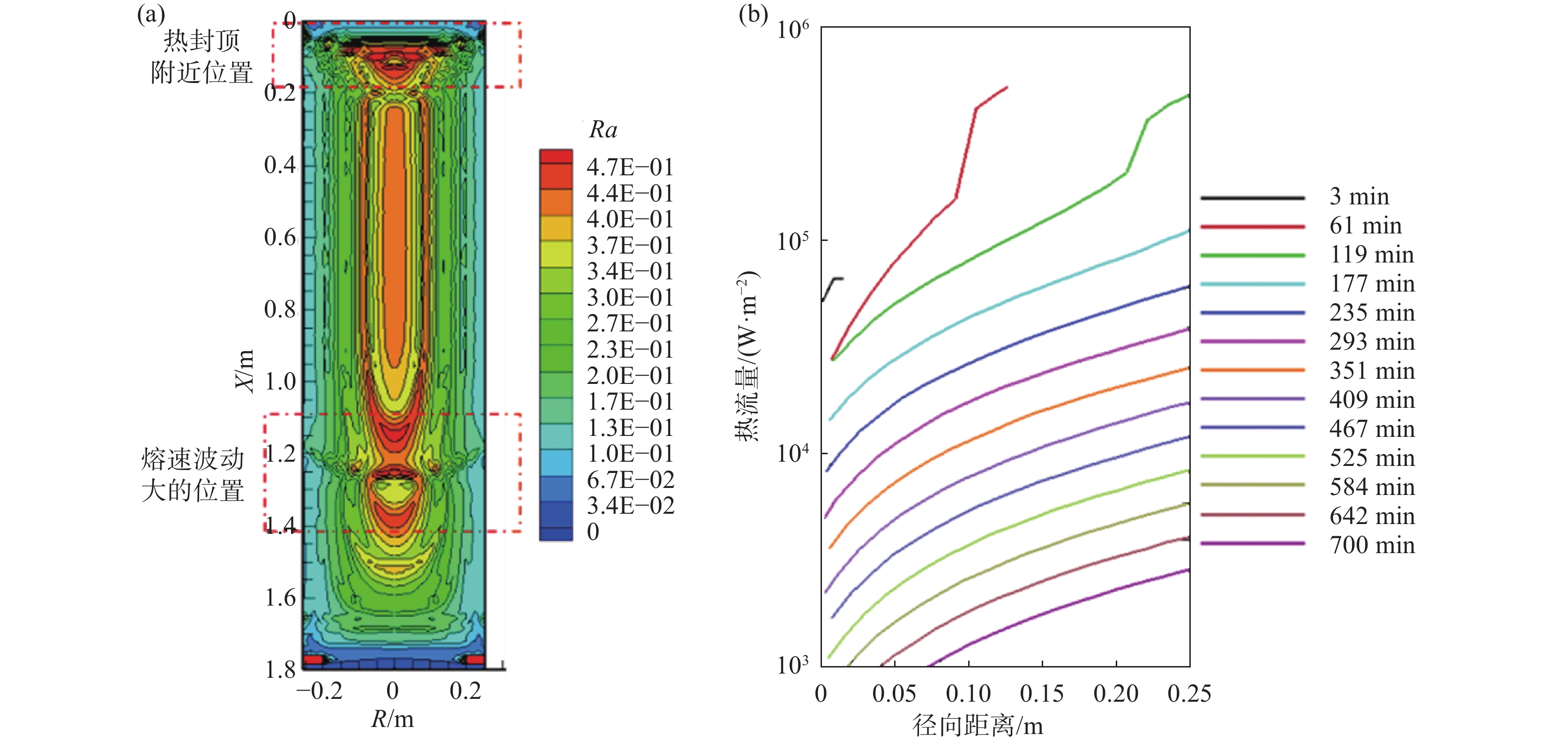
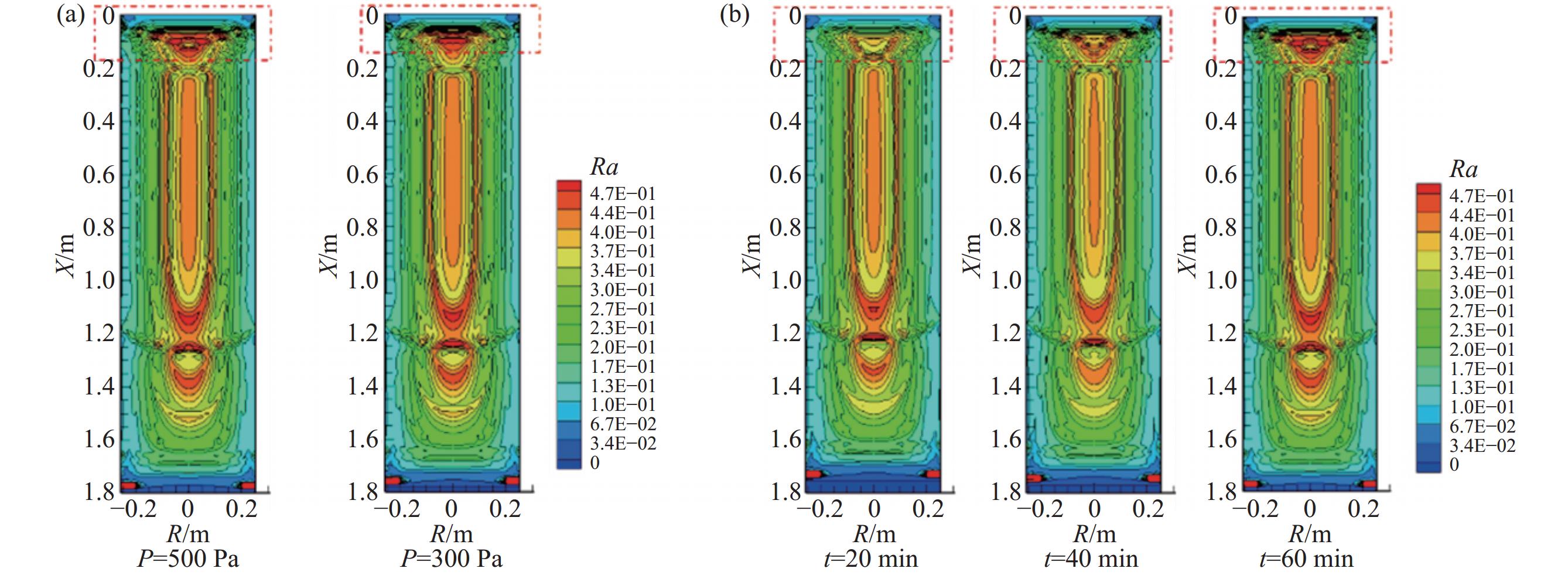
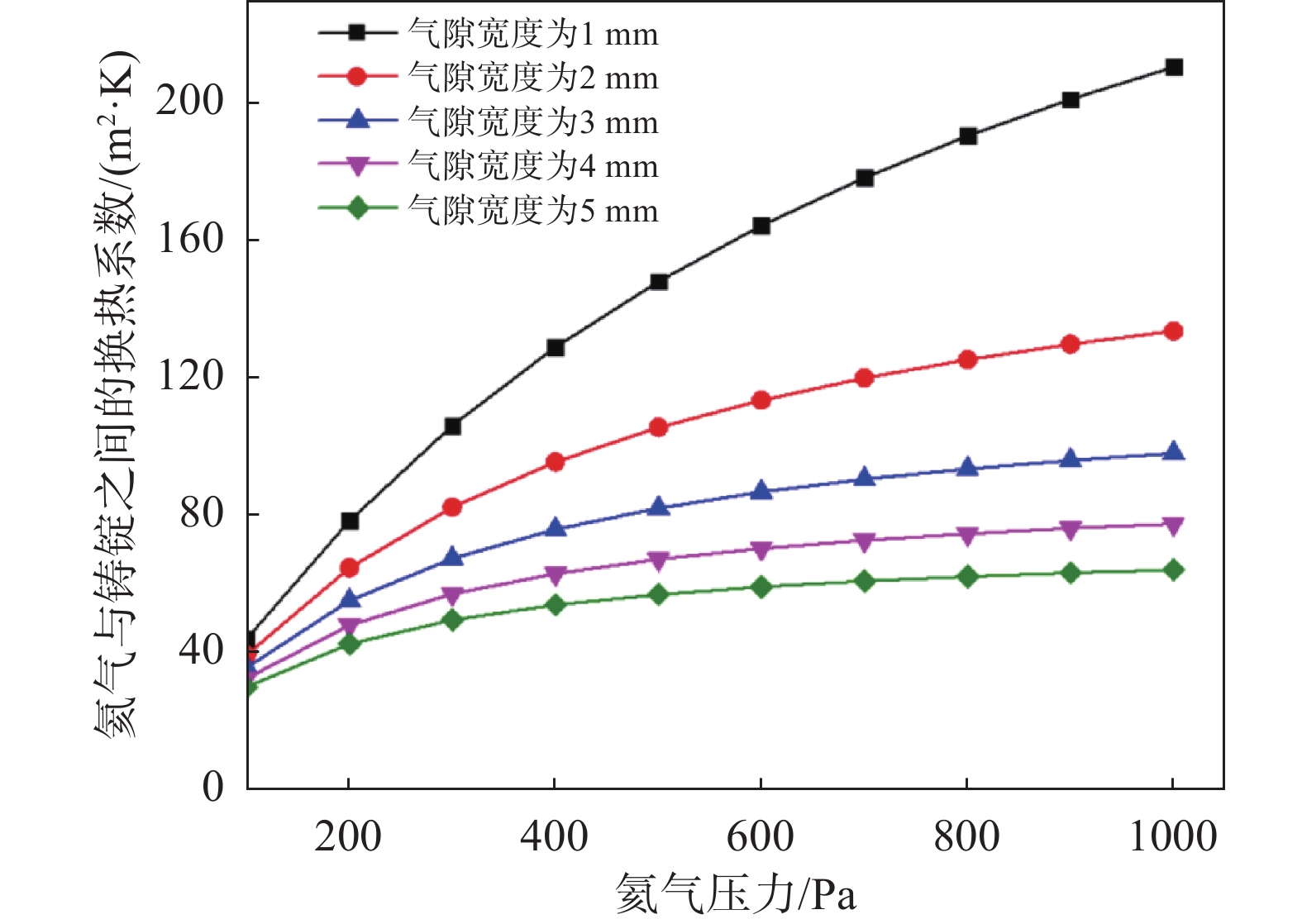
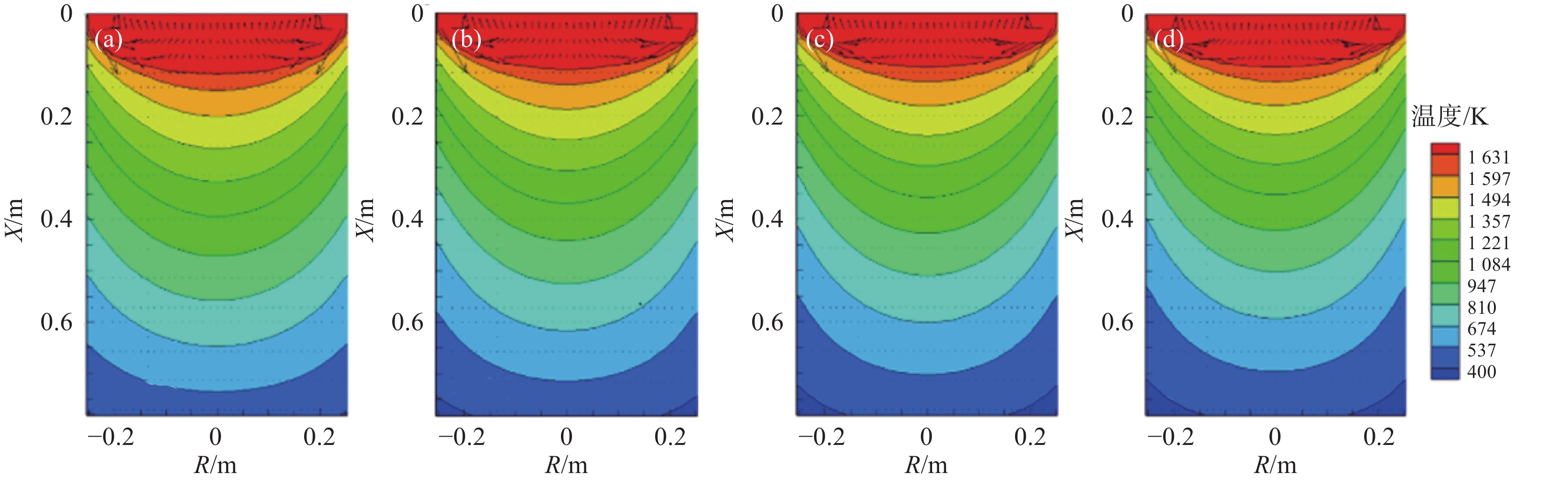
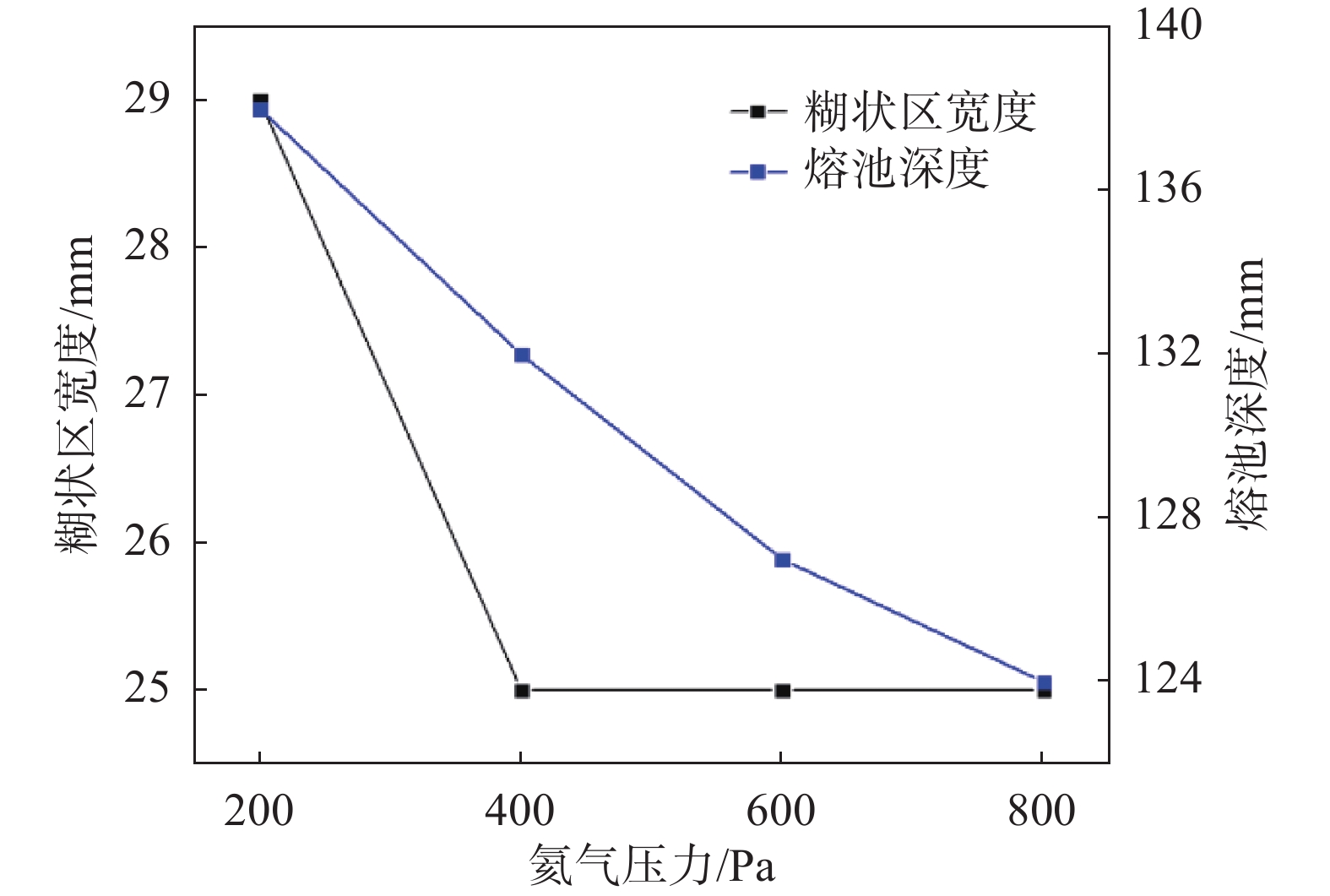
In this paper, the numerical simulation on vacuum arc remelting process of nickel base superalloy with respect to electromagnetic distribution, flow and heat transfer behavior of molten pool, as well as the morphology and size at different stages of the vacuum arc remelting process had been carried out by using a Meltflow-VAR software. Moreover, the formation tendency and reasons for the freckle defects throughout the smelting process had been investigated. At the same time, the influence of helium pressure on the flow and heat transfer behavior of molten pool, the morphology and size of molten pool, and the freckle formation was studied. The results show that the potential is mainly located in the center of the surface of the ingot, while the magnetic induction intensity is mainly located at the edge of the surface of the ingot, as well as the flow of the molten pool is mainly driven by thermal buoyancy. In addition, the electric field strength, current density, Lorentz force as well as the size and flow intensity of the molten pool that distributed on the surface and inside of the ingot, gradually increase at the ignition process of vacuum arc, and remain stable during the steady-state stage, then gradually decrease during the hot tap stage. During the entire smelting process, the freckle defect easily forms near the top of the hot seal on the upper part of the ingot because the cooling effect of the bottom plate of the crystallizer is weak, the helium pressure at the top of the hot seal decreases and the holding time at low melting rates is long as the ingot grows in the longitudinal direction. Increasing helium pressure can reduce the size of the molten pool and alleviate ingot segregation, but the effect of improving ingot segregation defects will gradually become less significant as continuously increasing helium pressure. Finally, the comparison of molten pool depth observed by experimental dissection and simulation is conducted, which verifies the rationality of the established mathematical model.